
Zinc plating is one of the most common finishing methods used in the machining and metalworking industry. It protects metal surfaces from rust, improves appearance, and supports long-term performance. But zinc plating also introduces a serious challenge: uneven coating thickness. When the zinc layer becomes too thick in some areas and too thin in others, the finished part may not meet tolerance requirements. This can cause assembly issues, higher rejection rates, and extra finishing costs.
This guide explains why uneven zinc plating thickness happens and how to solve it using proven engineering, plating, and design methods. Written in a clear and practical way, it helps machinists, plating engineers, buyers, and project managers understand how to control dimension changes in zinc-plated parts.
Galvanizing Classification
Zinc plating, often referred to as galvanization, is a process of applying a protective zinc coating to steel or iron surfaces. While there are variations in the appearance and properties of zinc-plated surfaces, they are typically categorized into different types based on the specific treatment or passivation applied. Here are the common types of zinc plating:
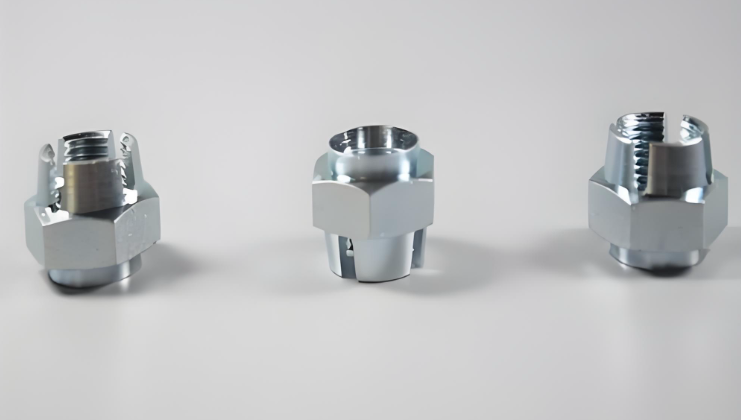
Clear Zinc Plating
Clear zinc plating provides a bright, silver-gray finish to the coated surface, resembling the natural color of zinc. It is used primarily for its corrosion-resistant properties, and is suitable for a wide range of applications.
Blue Zinc Plating
Blue zinc plating involves the same zinc coating as clear zinc plating, but it includes a passivation step that adds a blue-tinted protective layer on top of the zinc. This passivation enhances both corrosion resistance and aesthetics.
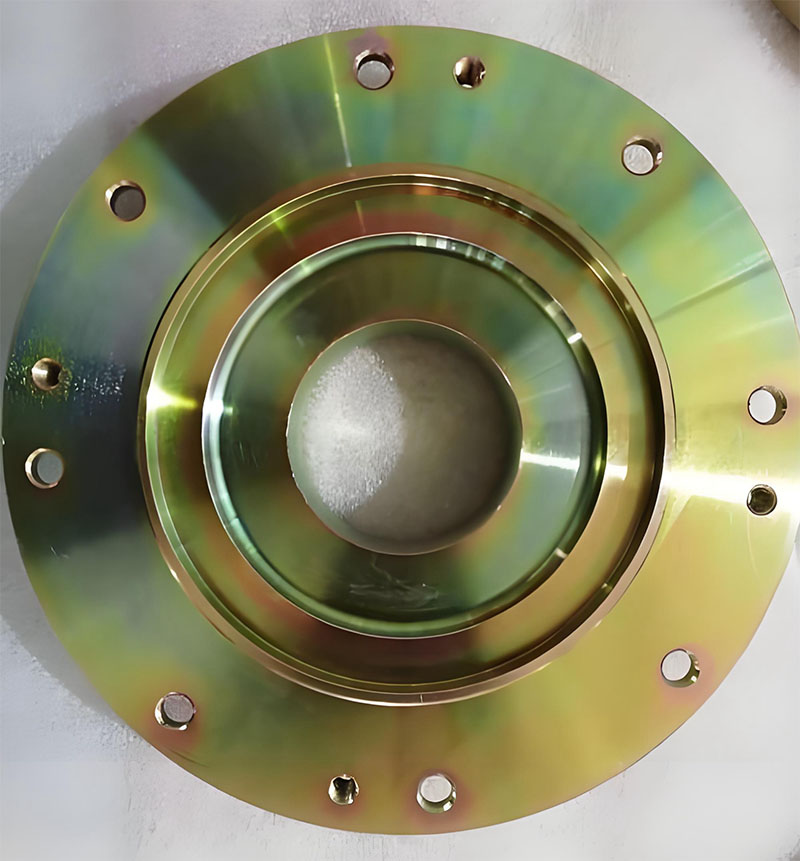
Colorful Zinc Plating
Colorful zinc plating is achieved by applying specialized passivation treatments over the zinc coating. This process can result in a range of colors, including gold, green, red, and blue. These colorful finishes are often used for decorative or aesthetic purposes.
Black Zinc Plating
Black zinc plating involves a passivation treatment that creates a black finish on the zinc-plated surface. This is used for applications where a sleek, black appearance is desired, such as in the automotive industry.

Why Zinc Plating Thickness Matters?
Zinc plating may look simple, but it is a technical process. When done correctly, the coating protects the base metal by acting as a corrosion-resistant barrier and sacrificial layer. Most plating specifications require a coating thickness between 5–25 microns depending on environment, load, and part use.
However, coating thickness directly affects dimensional accuracy. Even a 10–15 micron increase can cause a shaft to jam or interfere with a hole fit. When thickness is uneven, the dimensional error becomes unpredictable. For parts with tight tolerances, this can lead to:
- Assembly misalignment
- Increased friction or binding
- Thread interference
- Higher defect rates
- Extra rework or stripping
- Increased product cost
Controlling zinc plating thickness is therefore essential for both quality and performance.
What Causes Uneven Zinc Plating Thickness?
Zinc plating is an electrochemical process. Metal ions move from the plating bath to the surface of the part under electric current. Any factor that changes electrical flow, surface chemistry, or immersion angle will change the final coating thickness. Below are the most common causes.
1. Geometry of the Part
Part shape has the strongest influence on plating thickness.
- Sharp corners and edges attract more current, producing thicker plating.
- Deep holes or recesses receive less current, producing thinner plating.
- Threads often plate unevenly, with peaks being thicker than valleys.
- Complex internal cavities cause shadowing, reducing deposition.
Zinc naturally deposits more easily on “high-current” areas.
2. Poor Surface Preparation
If the surface is not cleaned correctly before plating, thickness variation increases.
Common issues include:
- Oil or coolant residue
- Oxide layers
- Fingerprints
- Deburring dust
- Inconsistent pickling
Areas with contamination resist adhesion and take less plating, leading to thin spots.
3. Inconsistent Electrical Current
Current density directly controls plating rate. Uneven current can result from:
- Poor contact or loose fixtures
- Wrong anode placement
- Old or damaged anodes
- Overloaded plating racks
- Improper voltage settings
If some areas receive more current, they plate faster.
4. Bath Chemistry Problems
The chemical composition of the plating bath must stay within narrow limits. Problems include:
- Low metal ion concentration
- Excessive brighteners
- Contaminants like copper or iron
- Incorrect pH levels
Chemical imbalance affects deposition speed and uniformity.
5. Flow and Agitation Issues
The plating bath must circulate metal ions evenly. Poor agitation may cause:
- Thin plating in low-flow areas
- Stagnant pockets
- Excess thickness in high-flow areas near anodes
- Proper agitation is essential for consistent thickness.
6. Overcrowded Racks
When too many parts are hung close together, they block each other. This reduces plating in “shadowed” areas.
7. Poor Fixturing and Orientation
If parts are hung at the wrong angle, plating distribution changes. Even small adjustments can create major differences.
How Zinc Plating Affects Part Dimensions?
Zinc plating thickness is usually measured in microns, but even small changes can affect performance.
- 5 microns = 0.0002 inches
- 10 microns = 0.0004 inches
- 25 microns = 0.001 inches
Importantly, a coating adds thickness to both sides of a surface.
Example: A diameter increases by 2x the coating.
If a shaft receives 10 microns of plating:
- Single surface: +10 microns
- Diameter: +20 microns
This is why dimension control is essential for shafts, holes, threads, sliding components, and mating parts.
Strategies for Optimizing Zinc Plating Thickness Uniformity
Achieving high-quality and uniform zinc plating requires a systematic approach across three key dimensions: product design, process engineering, and quality control.
1. Optimize Part Design and Pre-Planning
Many thickness uniformity issues originate from part geometry. Proactive design optimization can fundamentally improve plating outcomes.
- Geometry Optimization:Add radii or chamfers to sharp edges to reduce excessive current density and buildup. Prefer through-holes over deep blind holes to improve solution flow and metal deposition. Design openings for large cavities to enhance current distribution and racking access.
- Tolerances and Communication:Machine external threads slightly undersized to account for plating buildup. Consider slightly relaxed tolerances during design and specify exact coating thickness ranges (e.g., “8-12 microns”) for critical dimensions, avoiding vague terms like “standard zinc plating.” Engage with your plating supplier early in the design phase.
2. Enhance Process and Bath Control
A stable and well-controlled process is foundational for uniform deposition, encompassing cleaning, racking, current management, and bath chemistry.
- Pretreatment and Cleaning:Execute a complete pre-treatment cycle—including degreasing, alkaline cleaning, acid activation, and controlled rinsing—to ensure a clean, active, and oxide-free surface for consistent deposition.
- Racking and Anode Configuration:Use clean, conductive racks with secure clip pressure and symmetrical part placement for balanced current distribution. Employ conforming or auxiliary anodes for complex shapes and shield high-current areas to improve coverage in recesses.
- Parameters and Bath Management:For complex parts, use a lower current density over a longer time for better uniformity. Regularly monitor and adjust bath pH, metal impurity levels, and additive concentrations. Maintain solution homogeneity with mechanical agitation, air sparging, or pump filtration.
3. Implement Verification and Post-Processing
Precise measurement and corrective actions form a critical closed loop to ensure parts meet final specifications.
- Thickness Measurement and SPC:Utilize non-destructive methods like X-ray Fluorescence (XRF) and magnetic gauges for rapid checks, supported by Statistical Process Control (SPC) for trend analysis. Use cross-section microscopy for detailed, destructive analysis when needed.
- Post-Plate Correction:Apply light polishing or automated grinding for minor thickness deviations. Strip and re-plate only for significant non-conformances. Use masking (tape, plugs, or lacquer) to prevent plating on specified areas.
Design Tips for Better Zinc Plating Results
Troubleshooting Checklist for Uneven Zinc Plating
Below is a quick reference guide for identifying and fixing problems.
| Issue | Likely Cause | Solution |
| Thick edges | High current density | Add shields, lower current |
| Thin recesses | Poor anode placement | Add auxiliary anodes |
| Random thin spots | Poor cleaning | Improve pretreatment |
| Variation tank-to-tank | Chemical imbalance | Test and adjust chemistry |
| Thick near anodes | Too much local current | Increase spacing |
| Thin internal surfaces | Low flow or agitation | Improve circulation |
| Over-plating | Time or current too high | Reduce parameters |
Conclusion: Achieving Consistent, Accurate Zinc Plating Thickness
Uneven zinc plating thickness is a common problem in the machining and manufacturing industry, but it is entirely manageable with the right engineering knowledge and process control. By understanding the causes—such as geometry, current distribution, and bath chemistry—and applying solutions like improved fixturing, masking, agitation, and careful design practices, you can ensure predictable thickness and stable dimensional accuracy.
Controlling plating thickness not only reduces scrap and cost but also improves product performance and long-term reliability. With the correct approach, zinc plating becomes a powerful tool, delivering corrosion protection without compromising precision.
Nickel plating can vary in thickness, depending on the specific application and requirements. Also, the thickness could be easily controlled, which we will introduce in our next article.
Related articles:
The Black Finish Dilemma | Oxide vs. Anodizing
More Than Just a Black Finish: The Engineering Behind DLC Coating

