In the world of high-precision manufacturing, traditional cutting tools like mechanical drills, milling cutters, and lathes often hit a hard ceiling. When you are tasked with shaping hardened tool steels, exotic aerospace alloys, or intricate geometries that would fracture under conventional mechanical stress, you need a process that doesn’t rely on brute force. Enter Electrical Discharge Machining (EDM).
EDM changes manufacturing by replacing physical force (mechanical friction) with controlled heat from electricity.
How it works: Instead of a cutting tool touching the material, EDM uses rapid, repeated electrical sparks between an electrode and a conductive workpiece to vaporize material.
Two main methods dominate the industry
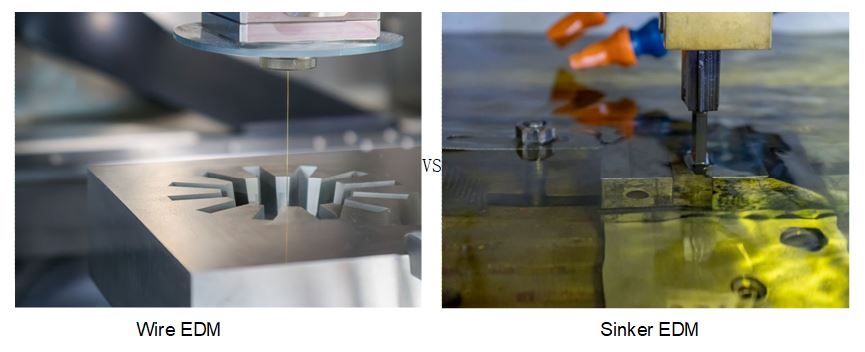
- Sinker EDM (also called RAM, cavity, or plunge EDM)
- Drahterodieren
While both technologies share the same fundamental physics of spark erosion, they operate as differently as a chisel operates from a bandsaw. Choosing the wrong method can result in skyrocketing production costs, missed tolerances, or geometries that are simply impossible to execute. This comprehensive guide breaks down the core mechanisms, critical distinctions, and ideal applications for both Sinker and Wire EDM so you can optimize your next manufacturing project.
Understanding the Foundations: The Science of Spark Erosion
To appreciate the divergent paths of Sinker and Wire EDM, we must first understand the shared scientific engine that drives them both. Standard machining introduces physical stress, tool wear, and heat zones caused by friction. EDM bypasses these limitations through non-contact thermal erosion.
During an EDM cycle, both the workpiece and the electrode tool are submerged in a specialized dielectric fluid—typically non-conductive hydrocarbon oil for Sinker EDM, or deionized water for Wire EDM. The machine generates a high-frequency electrical voltage between the tool and the workpiece. As the tool moves incredibly close to the part, the electrical voltage intensifies until it breaches the dielectric strength of the fluid.
At this precise micro-second, the fluid ionizes, creating a plasma channel. A spark jumps across the gap, generating localized temperatures ranging from 8,000°C to 12,000°C.
This intense heat instantly melts and vaporizes a microscopic speck of the metal. When the current turns off for a fraction of a second, the plasma channel collapses, and the dielectric fluid flushes the molten metal debris away, leaving behind a tiny, pristine crater. By repeating this process hundreds of thousands of times per second, EDM sculpts complex shapes into even the hardest conductive materials without ever physically touching the metal.
What is Sinker EDM? The Blind Cavity Sculptor?
Sinker EDM, frequently referred to as RAM or plunge EDM, acts much like a high-tech mold or stamp. In this process, a highly skilled machinist machines a custom-shaped electrode—typically crafted from graphite or copper—that features the exact inverse geometry of the cavity desired in the final workpiece.

What is Wire EDM? The Digital Bandsaw of Super-Alloys
If Sinker EDM is a custom 3D stamp, Wire EDM is the ultimate, ultra-precise digital bandsaw. Instead of utilizing a pre-shaped three-dimensional electrode, Wire EDM employs a continuously moving, single-strand spool of thin conductive wire—usually made of brass, zinc-coated copper, or tungsten, ranging from 0.05mm to 0.35mm in diameter.
The wire is fed continuously from a supply spool through upper and lower diamond guides, passing completely through the workpiece. Controlled by computer numerical control (CNC) programming, the wire travels along a two-axis or four-axis path, slicing through the metal like a hot knife through butter. Because the wire is constantly unspooling and feeding fresh material into the cut, tool wear is virtually non-existent; a worn piece of wire is immediately wound onto a take-up spool and discarded.
Wire EDM cuts through the entire thickness of a part, making it an exceptional tool for two-dimensional profiles with extreme tolerances. Modern four-axis Wire EDM machines can tilt the upper and lower guides independently, allowing the wire to cut complex tapers, cones, and transitioning profiles where the top geometry of the part differs entirely from the bottom geometry.

Sinker EDM vs. Wire EDM: The Definitive Comparisons
While both systems deliver unparalleled precision, their operational mechanics diverge across several critical manufacturing benchmarks. Understanding these variances ensures you select the process that aligns with your project’s architectural and financial constraints.
| Merkmal | Sinker EDM | Drahterodieren |
| Tooling / Electrode | Custom-machined graphite or copper (Inverse shape) | Continuous spool of thin brass or copper wire |
| Cut Geometry | Blind cavities, deep pockets, complex 3D internal shapes | Through-cuts, complex 2D profiles, extrusions, tapers |
| Dielectric Fluid | Hydrocarbon oil | Deionized water |
| Setup Time & Cost | Higher upfront cost and time to fabricate custom electrodes | Faster setup; minimal specialized upfront tooling required |
| Oberfläche | Highly customizable; can produce mirror finishes or textured surfaces | Uniform, matte finish; directionally linear along the cut |
Geometry and Cut Limitations
The most stark differentiator between the two systems is the structural nature of the cut. Sinker EDM thrives in darkness—it is custom-built to create blind holes, T-slots, internal splines, and complex molds that do not penetrate the entire workpiece. Wire EDM is fundamentally incapable of doing this; it requires a through-cut. If your design requires a pocket that stops halfway through a block of steel, Wire EDM is immediately disqualified. Conversely, if you need to slice intricate, razor-thin slots through a thick stack of metal plates simultaneously, Wire EDM can stack and slice them with flawless consistency, a feat that would wear down or break a Sinker EDM electrode.
Tooling Dynamics and Initial Setup Overhead
From a workflow perspective, Wire EDM offers a much shorter runway to production. Because it utilizes a standard, universal spool of wire, a programmer can upload a CAD file, secure the raw material to the worktable, and begin cutting almost immediately. Sinker EDM demands a multi-step manufacturing pipeline. Before you can spark a single piece of your final workpiece, you must first source, program, and machine the graphite or copper electrode. This extra step introduces added labor, material costs, and time, making Sinker EDM more expensive for low-volume prototyping unless the geometry absolutely demands it.
Dielectric Mediums and Surface Integrity
The choice of dielectric fluid affects safety and surface finish. For Sinker EDM, hydrocarbon oil enables smaller spark gaps and precise thermal control. As a result, manufacturers can achieve mirror-like polished finishes straight off the machine.
In contrast, Wire EDM typically uses deionized water. This fluid cools the material quickly and flushes debris from long vertical cuts. Consequently, Wire EDM produces smooth, uniform matte finishes. However, it generally cannot match the high polish and reflectivity that specialized Sinker cycles deliver.
Industrial Applications: Where Each Method Shines
The unique capabilities of these two machining giants have carved out distinct strongholds across high-stakes industrial sectors.
Primary Applications for Sinker EDM
- Plastic Injection Molding: Sinker EDM is the backbone of the mold-making industry. It is used to sink deep, intricate cavities with complex texturing into hardened steel mold cores, allowing for the mass production of consumer electronics, automotive dashboards, and medical devices.
- Stamping Dies and Blind Keyways: Creating internal blind keyways or precise hexagonal sockets inside gears where standard broaching tools cannot reach.
- Aerospace Components: Machining blind features inside high-temperature turbine blades and fuel injection nozzles crafted from hard nickel super-alloys
Primary Applications for Wire EDM
Extrusion Dies: Sinker EDM cannot compete with Wire EDM when creating the incredibly complex, continuous through-profiles required for aluminum extrusion dies used in architectural framing and automotive trim.
Blanking and Punching Tools: Crafting interlocking components for tool-and-die makers where clearance tolerances between a punch and a die are measured in single microns.
Medical Implants and Instruments: Slicing tiny, delicate surgical instruments, bone staples, and orthopedic implants from biocompatible titanium without inducing mechanical stress that could warp the parts.
Conclusion: Making the Right Strategic Choice
When choosing between Sinker EDM and Wire EDM, start with geometry and access. Sinker EDM excels at complex blind cavities, internal molds, and shapes that end inside the metal. Wire EDM shines for through-cuts, sharp 2D profiles, and thick parts with fast setup.
Match your project’s geometry, material hardness, and production volume to the right process. Both methods use electrical discharge machining to go beyond traditional cutting limits. This approach expands design freedom and boosts part performance.
SYM machining is a prototyping and low-volume manufacturing specialist with expertise in all forms of machining. Get a free quote on your next projects.
Verwandte Artikel:
How Wire EDM Enables Unmatched Precision in Metal Component Manufacturing?
Konstruktionsrichtlinien für Präzisionskomponenten der Verteidigungsindustrie

