Aluminum is a cornerstone of modern manufacturing. Engineers select this versatile metal for its exceptional strength-to-weight ratio, excellent machinability, and inherent corrosion resistance. However, raw aluminum remains vulnerable to environmental degradation and mechanical wear in demanding applications.
To overcome these limitations, industrial manufacturers rely on anodizing. This electrochemical process transforms the metal surface into a durable, decorative, and corrosion-resistant anodic oxide finish.
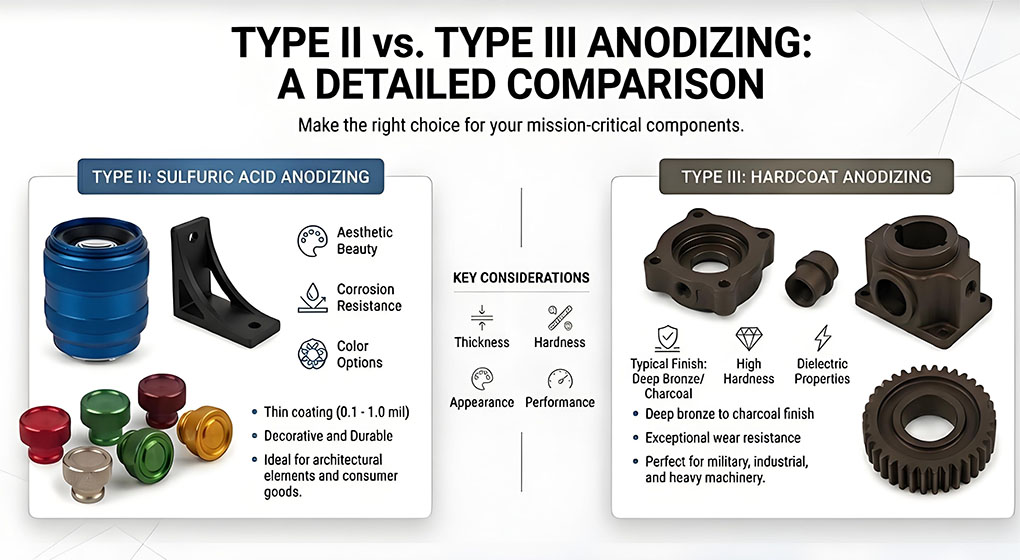
Among the various options, Tipo II (anodizzazione all'acido solforico) e Type III (Hardcoat Anodizing) represent the two most prevalent methods. Selecting the correct process is critical for product longevity and performance. This comprehensive guide explores the structural differences, mechanical properties, and ideal applications for both finishing techniques.
Understanding the Anodizing Process
Anodizing differs fundamentally from applied coatings like paint or powder finish. Instead of adhering a new material layer to the surface, anodizing alters the molecular structure of the aluminum substrate itself.
The process occurs inside an acidic electrolyte bath. Technicians submerge the aluminum components and pass a powerful direct electrical current through the solution. The aluminum part functions as the anode. This electrical configuration forces oxygen ions to migrate from the liquid solution and chemically bond with the aluminum.
The resulting finish creates a highly porous, crystalline structure that becomes an integral part of the metal. Designers value this integrated layer because it cannot peel, flake, or chip away under mechanical stress.
The specific characteristics of this oxide layer depend entirely on the chemistry of the bath, the operating temperature, and the applied voltage. Altering these electrical and chemical variables allows manufacturers to precisely engineer the final properties of the component.
What is Type II Anodizing?
Type II anodizing utilizes a sulfuric acid bath to create a relatively thin oxide layer on the component surface. This method represents the most common form of industrial anodizing. It strikes an ideal balance between cost efficiency, aesthetic appeal, and corrosion defense.
The Mechanism of Type II
Technicians typically maintain the sulfuric acid electrolyte bath at room temperature, around 20°C (68°F). They apply a moderate electrical voltage to stimulate steady oxide growth. This controlled environment yields an oxide layer thickness that ranges between 0.0002 inches and 0.001 inches.
Aesthetic Freedom and Color Customization
The structural porosity of a Type II finish provides an exceptional canvas for vibrant organic dyes. After the electrochemical bath, the open microscopic pores readily absorb coloring agents.
Manufacturers utilize this property to offer parts in an extensive spectrum of vivid colors. The aesthetic flexibility makes Type II the preferred choice for consumer electronics, automotive trim, and architectural elements.
After dyeing, the components undergo a chemical sealing process. Sealing closes the open pores, which locks the pigment inside and prevents environmental contaminants from degrading the metal.

What is Type III Anodizing?
Type III anodizing is universally recognized throughout the manufacturing sector as hardcoat anodizing. Engineers specify this specialized process when components must survive in extreme operational environments. It prioritizes rugged mechanical utility over pure visual elegance.
The Science Behind Hard coating
Achieving a true Type III finish requires significantly harsher processing parameters than standard anodizing. Technicians drop the temperature of the sulfuric acid bath to near freezing, maintaining a precise range between 0°C and 5°C (32°F to 41°F). Simultaneously, they increase the electrical voltage to much higher levels.
The combination of intense electrical energy and cold temperature alters the oxide growth kinetics. It forces the aluminum to develop an exceptionally dense, compact microcrystalline structure.
Enhanced Physical Dimensions
A standard Type III coating achieves a thickness ranging from 0.001 inches to 0.003 inches or greater. This robust layer penetrates deep into the raw aluminum material while simultaneously building up the exterior dimensions.
The dense cellular matrix delivers phenomenal scratch resistance and wear characteristics. In many industrial scenarios, a hardcoated aluminum surface can actually match or exceed the wear life of hardened tool steel.
Detailed Comparison: Type II vs. Type III
Selecting the ideal finishing process requires an objective evaluation of distinct mechanical properties. The choice directly influences the final dimensions, tolerances, and field performance of your manufactured components
| Proprietà | Type II Anodizing (Standard) | Type III Anodizing (Hardcoat) |
| Spessore del rivestimento | 0.0002″ to 0.001″ | 0.001″ to 0.003″+ |
| Bath Temperature | ~20°C (Room Temp) | 0°C to 5°C (Chilled) |
| Surface Hardness | Moderate (approx. 300 HV) | High (up to 600+ HV) |
| Primary Benefit | Aesthetics & Corrosion Defense | Extreme Wear & Abrasion Resistance |
| Opzioni di colore | Wide spectrum of vibrant dyes | Dark matte grey, black, or bronze |
Coating Thickness and Dimensional Tolerances
Coating thickness represents the primary differentiator between these two industrial methods. Because a Type II layer is thin, it causes negligible changes to the total dimensions of a component. Precision machinists utilize Type II for components with tight tolerances, such as threaded fasteners or intricate internal geometries.
Conversely, Type III hardcoat adds measurable material to external surfaces. Engineers must calculate this dimensional growth during the initial design phase. Machinists intentionally undersize critical dimensions to accommodate the thick oxide build-up.
Hardness, Abrasion, and Wear Resistance
Type III anodizing delivers vastly superior surface hardness compared to Type II. The chilled bath and high voltage create a densely packed atomic structure. This layer achieves a hardness rating up to 600 HV on the Vickers scale.
The hardened surface provides an armor-like shield against sliding friction and abrasive contact. While Type II improves basic scratch resistance, it will deform under heavy localized loads. Type III prevents gouging and physical wear during prolonged mechanical contact.
Corrosion Protection and Chemical Stability
Both methods improve the natural corrosion resistance of raw aluminum. However, they achieve this protection through different structural mechanisms.
Type II relies heavily on a hot water or chemical sealing step to block corrosive agents. This sealed barrier protects parts against salt spray, atmospheric humidity, and mild chemicals.
Type III provides an incredibly thick physical wall that corrosive elements cannot easily penetrate. However, unsealed Type III hardcoat retains micro-pores that remain susceptible to specific harsh chemical reagents. Designers often request a specialized Teflon impregnation or chemical seal on hardcoat for aggressive environments.
Aesthetics, Appearance, and Color Capabilities
If visual presentation is your main project metric, Type II stands as the clear winner. The thin, translucent layer preserves the metallic sheen of the aluminum and accepts dyes perfectly.
Type III produces a thick, opaque layer that naturally shifts to a dark grey, bronze, or charcoal hue. The natural dark color limits dye options to dark shades like black or deep blue. Type III surfaces also present a matte, utilitarian texture rather than a bright gloss appearance.
Ideal Applications for Type II Anodizing
Type II anodizing excels in commercial markets where visual appeal and moderate durability must coexist. It is the gold standard for visible exterior parts.
Consumer Electronics and Luxury Goods
The sleek bodies of smartphones, premium laptops, and audio equipment feature Type II finishes. The process delivers a premium, cool-to-the-touch metallic feel. It provides a vast palette of color options while protecting the delicate electronics from daily handling scratches.
Architectural Features and Building Infrastructure
Window frames, storefront trim, and decorative building panels utilize Type II coatings. The anodic layer resists fading from solar UV radiation. It prevents the aluminum from chalking or pitting when exposed to changing weather conditions.
Medical Equipment Elements
Surgical trays, diagnostic enclosures, and laboratory fixtures frequently require a Type II finish. The sealed surface resists staining from bodily fluids and harsh sanitizing chemicals. It tolerates repeated sterilization cycles without losing structural integrity.

Ideal Applications for Type III Anodizing
Type III anodizing belongs in rugged industrial environments. It solves severe engineering challenges involving high friction, extreme heat, and heavy abrasive forces.
Aerospace and Defense Components
Military firearms, aerospace actuator housings, and aircraft landing gear components require Type III protection. These parts operate under immense stress and experience continuous sliding friction. The hardcoat finish prevents mechanical seizing and ensures reliable function in combat or flight.
Automotive Engineering and Motorsports
Pistons, cylinders, high-performance brake calipers, and suspension linkages utilize hardcoat anodizing. The treatment withstands intense thermal cycles inside high-performance engines. It prevents premature wear from road debris, grit, and abrasive friction.
Industrial Machinery and Manufacturing Automation
Conveyor rollers, pneumatic cylinders, cam guides, and heavy-duty valves rely on Type III coatings. These components run continuously in automated factory environments. The dense oxide layer extends the service life of automated equipment and reduces costly maintenance downtime.
Key Selection Factors: Making the Right Choice
Choosing between these two finishes requires a careful balancing act. Engineers must analyze several conflicting design requirements before final production begins.
Evaluating Environmental Exposure
Analyze the operating environment of your product. If the component sits inside a climate-controlled office, Type II offers ample protection. If the part faces outdoor marine air, abrasive dust, or continuous mechanical contact, specify Type III.
Balancing Budget and Processing Costs
Type III hardcoat involves higher production expenses than standard anodizing. The process demands specialized chilling equipment, greater electrical power, and longer processing times. If your performance goals do not strictly require extreme hardness, Type II represents a more economical choice.
Analyzing Geometry and Engineering Tolerances
Examine the dimensional tolerances of your blueprint. If your design features intricate press-fit assemblies, Type II avoids problematic dimensional stack-up. For Type III projects, ensure your machining partner possesses the skill to pre-size parts before finishing.
Partner with SYM Machining for your Precision Finishing request
Achieving a flawless anodized finish starts with precise CNC machining. The final quality of the oxide layer depends directly on the surface preparation and alloy selection of the raw aluminum component.
Lavorazione SYM delivers end-to-end manufacturing solutions for your most critical projects. Our state-of-the-art facility pairs advanced CNC machining capabilities with expert surface finishing guidance. We handle complex geometries, manage ultra-tight tolerances, and ensure your parts match your exact engineering specifications.
Do not leave your surface finishing to chance. Contact the manufacturing experts at Lavorazione SYM today to optimize your next production run.
Articoli correlati: articoli di riferimento
Il dilemma della finitura nera: ossido e anodizzazione
Più di una semplice finitura nera: L'ingegneria dietro il rivestimento DLC

