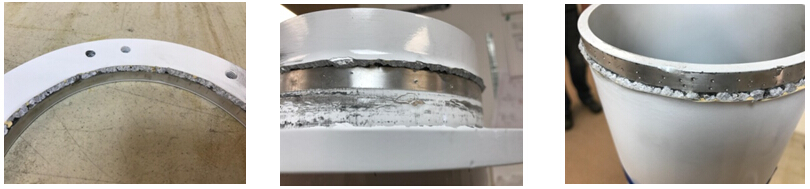
Senza dubbio, l'uso dell'alluminio è in aumento nell'industria della saldatura. I produttori adottano spesso questo materiale, sia per innovazione, sia per le pressioni esercitate dagli utenti finali. Recentemente sono emersi alcuni problemi di saldatura dell'alluminio durante il funzionamento (come si vede nell'immagine).
Ci avverte che dovremmo prestare maggiore attenzione alla prevenzione dei difetti della saldatura dell'alluminio. Di seguito vengono illustrati i due principali difetti della saldatura dell'alluminio e le modalità di prevenzione dei componenti.
Porosità: La porosità è il risultato dell'idrogeno gassoso che rimane intrappolato nell'alluminio in fase di solidificazione durante la saldatura, lasciando vuoti nella saldatura completata. La porosità può essere suddivisa in fori densi, fori ad ago, ecc. L'idrogeno può provenire da tutti gli aspetti dell'area di saldatura, come l'umidità dell'atmosfera della colonna d'arco, l'umidità assorbita dal materiale di saldatura e il film di ossidazione della superficie del metallo madre. La porosità ha una grande influenza sulle prestazioni della saldatura. Non solo riduce il lavoro effettivo della sezione trasversale della saldatura per degradare le prestazioni meccaniche della saldatura, ma distrugge anche la densità del giunto di saldatura, causando facilmente perdite. A causa della formazione di una concentrazione di tensioni nel bordo del foro, la plastica del giunto di saldatura diminuisce. Pertanto, per le saldature importanti, il foro d'aria deve essere rigorosamente controllato. Esistono alcuni motivi specifici per le cause della porosità.
- La purezza del gas argon è bassa, ci sono troppe impurità o le tubazioni del gas argon contengono acqua e le tubazioni del gas argon perdono.
- Il filo di saldatura o il metallo madre vicino alla scanalatura non sono puliti prima della saldatura o sono contaminati da sporco, umidità dopo la pulizia, ecc.
- La saldatura ad arco di argon con protezione di gas argon non è qualificata, l'instabilità dell'arco, l'arco è troppo lungo, l'elettrodo di tungsteno esteso per lungo.
- Selezione errata dei parametri di saldatura, velocità di saldatura troppo alta o troppo bassa.
- a umidita' dell'ambiente circostante, alta velocita' del vento.
Per questi motivi, esistono alcune misure preventive.
- Assicurare la purezza del gas di protezione.
- Mantenere puliti il filo di saldatura e la scanalatura del metallo madre.
- Selezione corretta dei parametri di saldatura.
- Preriscaldare prima della saldatura.
- Assicurarsi che l'ambiente di lavoro sia asciutto e installare il dispositivo frangivento.
Scricchiolii: Questa forma di cricca nell'alluminio è tipicamente causata da una combinazione di debolezze metallurgiche del metallo saldato durante la solidificazione e di sollecitazioni trasversali applicate alla saldatura. La cricca è il difetto di saldatura più pericoloso, che compromette seriamente le prestazioni e l'affidabilità della struttura di saldatura ed è anche la causa principale di molti danni alla struttura di saldatura. Le ragioni sono specifiche.

