
La zincatura è uno dei metodi di finitura più comuni utilizzati nell'industria della lavorazione dei metalli. Protegge le superfici metalliche dalla ruggine, migliora l'aspetto e favorisce le prestazioni a lungo termine. Ma la zincatura presenta anche un problema serio: lo spessore non uniforme del rivestimento. Quando lo strato di zinco diventa troppo spesso in alcune aree e troppo sottile in altre, il pezzo finito potrebbe non soddisfare i requisiti di tolleranza. Ciò può causare problemi di assemblaggio, tassi di scarto più elevati e costi di finitura aggiuntivi.
Questa guida spiega perché si verificano spessori di zincatura non uniformi e come risolverli utilizzando metodi di progettazione, placcatura e design comprovati. Scritta in modo chiaro e pratico, aiuta i macchinisti, i tecnici della placcatura, gli acquirenti e i project manager a capire come controllare le variazioni dimensionali dei pezzi zincati.
Classificazione della zincatura
La zincatura, spesso chiamata anche galvanizzazione, è un processo di applicazione di un rivestimento protettivo di zinco alle superfici in acciaio o ferro. Anche se l'aspetto e le proprietà delle superfici zincate variano, in genere vengono classificate in diversi tipi in base al trattamento specifico o alla passivazione applicata. Ecco i tipi più comuni di zincatura:
Zincatura trasparente
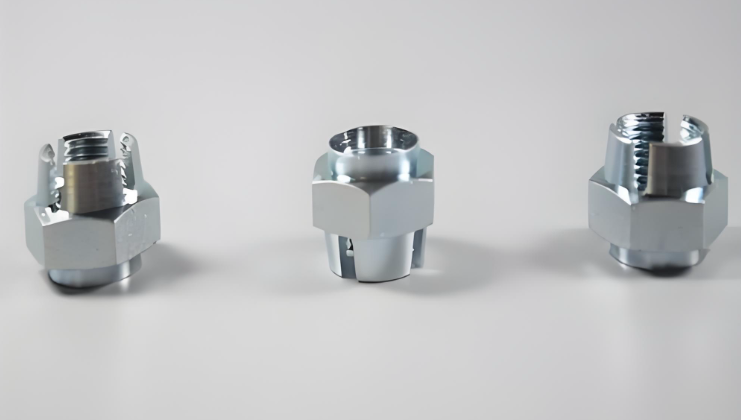
La zincatura trasparente conferisce alla superficie rivestita una finitura grigio-argento brillante, simile al colore naturale dello zinco. È utilizzata principalmente per le sue proprietà di resistenza alla corrosione ed è adatta a un'ampia gamma di applicazioni.
Zincatura blu
La zincatura blu prevede lo stesso rivestimento di zinco della zincatura trasparente, ma include una fase di passivazione che aggiunge uno strato protettivo di colore blu sopra lo zinco. Questa passivazione migliora sia la resistenza alla corrosione che l'estetica.
Zincatura colorata
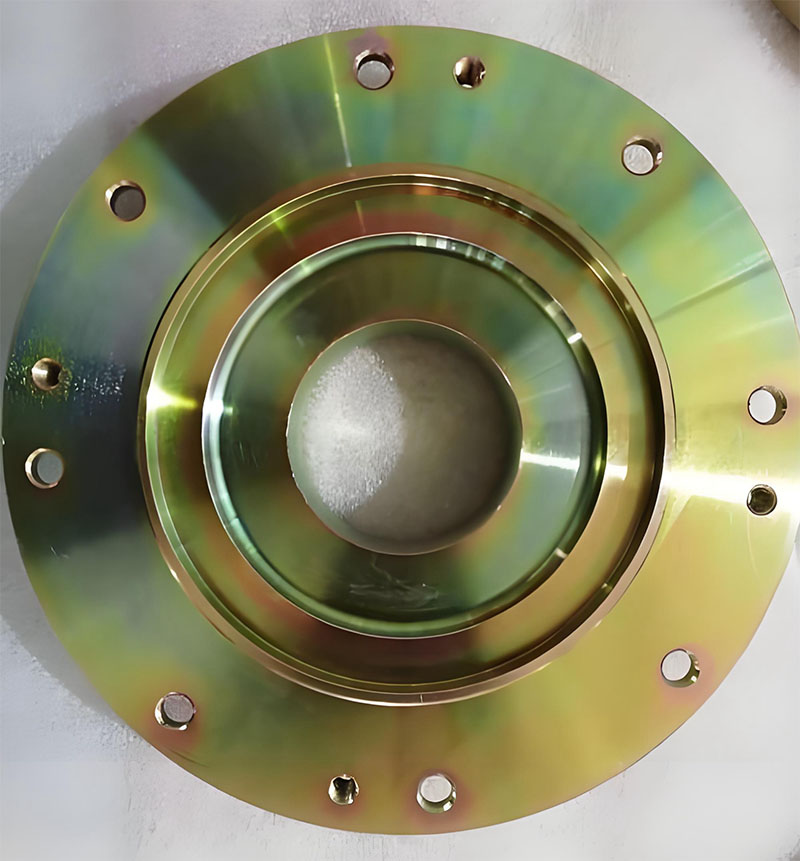
La zincatura colorata si ottiene applicando trattamenti di passivazione specializzati sul rivestimento di zinco. Questo processo può dare origine a una gamma di colori, tra cui oro, verde, rosso e blu. Queste finiture colorate sono spesso utilizzate per scopi decorativi o estetici.
Zincatura nera
La zincatura nera prevede un trattamento di passivazione che crea una finitura nera sulla superficie zincata. Si utilizza per le applicazioni in cui si desidera un aspetto elegante e nero, come ad esempio nell'industria automobilistica.

Perché lo spessore della zincatura è importante?
La zincatura può sembrare semplice, ma è un processo tecnico. Se eseguito correttamente, il rivestimento protegge il metallo di base agendo come barriera anticorrosione e strato sacrificale. La maggior parte delle specifiche di placcatura richiede uno spessore del rivestimento compreso tra 5-25 micron a seconda dell'ambiente, del carico e dell'uso dei componenti.
Tuttavia, lo spessore del rivestimento influisce direttamente sulla precisione dimensionale. Anche un Aumento di 10-15 micron può causare l'inceppamento di un albero o interferire con l'inserimento di un foro. Quando lo spessore non è uniforme, l'errore dimensionale diventa imprevedibile. Per i pezzi con tolleranze strette, ciò può portare a:
- Disallineamento del gruppo
- Aumento dell'attrito o del vincolo
- Interferenza del filo
- Tassi di difettosità più elevati
- Rifacimento o sverniciatura extra
- Aumento del costo del prodotto
Il controllo dello spessore della zincatura è quindi essenziale sia per la qualità che per le prestazioni.
Cosa causa uno spessore di zincatura non uniforme?
La zincatura è un processo elettrochimico. Gli ioni metallici si spostano dal bagno di placcatura alla superficie del pezzo sotto l'effetto della corrente elettrica. Qualsiasi fattore che modifichi il flusso elettrico, la chimica della superficie o l'angolo di immersione modifica lo spessore finale del rivestimento. Di seguito sono riportate le cause più comuni.
1. Geometria della parte
La forma del pezzo ha la massima influenza sullo spessore della placcatura.
- Angoli e spigoli vivi attirano più corrente, producendo una placcatura più spessa.
- Fori o rientranze profonde ricevono meno corrente, producendo una placcatura più sottile.
- Fili spesso si placca in modo non uniforme, con picchi più spessi delle valli.
- Cavità interne complesse provocano l'ombreggiamento, riducendo la deposizione.
Lo zinco si deposita naturalmente più facilmente sulle aree ad "alta corrente".
2. Scarsa preparazione della superficie
Se la superficie non viene pulita correttamente prima della placcatura, la variazione di spessore aumenta.
I problemi più comuni includono:
- Residui di olio o refrigerante
- Strati di ossido
- Impronte digitali
- Polvere di sbavatura
- Decapaggio incoerente
Le aree con contaminazione resistono all'adesione e assorbono meno placcatura, con conseguente formazione di punti sottili.
3. Corrente elettrica incoerente
La densità di corrente controlla direttamente la velocità di placcatura. Una corrente non uniforme può essere causata da:
- Contatti insufficienti o fissaggi allentati
- Posizionamento errato dell'anodo
- Anodi vecchi o danneggiati
- Rack di placcatura sovraccarichi
- Impostazioni di tensione non corrette
Se alcune aree ricevono più corrente, si placcano più velocemente.
4. Problemi di chimica del bagno
La composizione chimica del bagno di placcatura deve rimanere entro limiti ristretti. I problemi includono:
- Bassa concentrazione di ioni metallici
- Eccessivi sbiancanti
- Contaminanti come rame o ferro
- Livelli di pH non corretti
Lo squilibrio chimico influisce sulla velocità e sull'uniformità di deposizione.
5. Problemi di flusso e agitazione
Il bagno di placcatura deve far circolare uniformemente gli ioni metallici. Una scarsa agitazione può causare:
- Placcatura sottile in aree a basso flusso
- Tasche stagnanti
- Eccesso di spessore nelle aree ad alto flusso vicino agli anodi
- Una corretta agitazione è essenziale per ottenere uno spessore costante.
6. Rack sovraffollati
Quando troppi pezzi sono appesi vicini, si bloccano a vicenda. Questo riduce la placcatura nelle aree "in ombra".
7. Cattiva sistemazione e orientamento
Se i pezzi sono appesi con un'angolazione sbagliata, la distribuzione della placcatura cambia. Anche piccoli aggiustamenti possono creare grandi differenze.
In che modo la zincatura influisce sulle dimensioni dei pezzi?
Lo spessore della zincatura viene solitamente misurato in micron, ma anche piccole variazioni possono influire sulle prestazioni.
- 5 micron = 0,0002 pollici
- 10 micron = 0,0004 pollici
- 25 micron = 0,001 pollici
È importante che un rivestimento aggiunga spessore ad entrambi i lati di una superficie.
Esempio: Un diametro aumenta di 2 volte il rivestimento.
Se un albero riceve 10 micron di placcatura:
- Singola superficie: +10 micron
- Diametro: +20 micron
Per questo motivo il controllo delle dimensioni è essenziale per alberi, fori, filettature, componenti scorrevoli e parti di accoppiamento.
Strategie per ottimizzare l'uniformità dello spessore della zincatura
Per ottenere una zincatura uniforme e di alta qualità è necessario un approccio sistematico a tre dimensioni chiave: progettazione del prodotto, ingegneria del processo e controllo della qualità.
1. Ottimizzare la progettazione e la pre-pianificazione dei pezzi
Molti problemi di uniformità dello spessore derivano dalla geometria del pezzo. L'ottimizzazione proattiva della progettazione può migliorare radicalmente i risultati della placcatura.
- Ottimizzazione della geometria:Aggiungere raggi o smussi ai bordi taglienti per ridurre l'eccessiva densità di corrente e l'accumulo. Preferire i fori passanti ai fori ciechi profondi per migliorare il flusso della soluzione e la deposizione del metallo. Progettare aperture per cavità di grandi dimensioni per migliorare la distribuzione della corrente e l'accesso al racking.
- Tolleranze e comunicazione:Lavorare le filettature esterne leggermente sottodimensionate per tenere conto dell'accumulo di placcatura. Considerare tolleranze leggermente più ampie in fase di progettazione e specificare intervalli esatti di spessore del rivestimento (ad esempio, "8-12 micron") per le dimensioni critiche, evitando termini vaghi come "zincatura standard". Collaborate con il vostro fornitore di rivestimenti fin dalle prime fasi della progettazione.
2. Migliorare il controllo del processo e del bagno
Un processo stabile e ben controllato è fondamentale per una deposizione uniforme e comprende la pulizia, il racking, la gestione della corrente e la chimica del bagno.
- Pretrattamento e pulizia:Eseguire un ciclo completo di pretrattamento, che comprende sgrassaggio, pulizia alcalina, attivazione acida e risciacquo controllato, per garantire una superficie pulita, attiva e priva di ossidi per una deposizione uniforme.
- Configurazione del racking e degli anodi:Utilizzare rack puliti e conduttivi, con una pressione sicura delle clip e un posizionamento simmetrico dei pezzi per una distribuzione equilibrata della corrente. Utilizzare anodi conformi o ausiliari per forme complesse e schermare le aree ad alta corrente per migliorare la copertura nelle cavità.
- Parametri e gestione del bagno:Per i pezzi complessi, utilizzare una densità di corrente inferiore per un tempo più lungo per ottenere una migliore uniformità. Monitorare e regolare regolarmente il pH del bagno, i livelli di impurità metalliche e le concentrazioni di additivi. Mantenere l'omogeneità della soluzione con agitazione meccanica, spargendo aria o filtrando con la pompa.
3. Implementare la verifica e la post-elaborazione
La misurazione precisa e le azioni correttive formano un ciclo chiuso critico per garantire la conformità dei pezzi alle specifiche finali.
- Misura dello spessore e SPC:Utilizzate metodi non distruttivi come la fluorescenza a raggi X (XRF) e i calibri magnetici per controlli rapidi, supportati dal controllo statistico del processo (SPC) per l'analisi delle tendenze. Se necessario, utilizzare la microscopia a sezione trasversale per un'analisi dettagliata e distruttiva.
- Correzione post-piastra:Applicare una leggera lucidatura o una rettifica automatica per piccole deviazioni di spessore. Spelare e placcare nuovamente solo in caso di non conformità significative. Utilizzare una mascheratura (nastro, tappi o lacca) per evitare la placcatura su aree specifiche.
Suggerimenti di progettazione per migliori risultati di zincatura
Lista di controllo per la risoluzione dei problemi di zincatura non uniforme
Di seguito è riportata una guida rapida per identificare e risolvere i problemi.
| Problema | Probabile causa | Soluzione |
| Bordi spessi | Alta densità di corrente | Aggiungere scudi, ridurre la corrente |
| Incavi sottili | Posizionamento inadeguato dell'anodo | Aggiungere anodi ausiliari |
| Macchie sottili casuali | Scarsa pulizia | Migliorare il pretrattamento |
| Variazione da serbatoio a serbatoio | Squilibrio chimico | Test e regolazione della chimica |
| Spessore in prossimità degli anodi | Troppa corrente locale | Aumentare la spaziatura |
| Superfici interne sottili | Basso flusso o agitazione | Migliorare la circolazione |
| Eccessiva placcatura | Tempo o corrente troppo elevati | Ridurre i parametri |
Conclusione: Ottenere uno spessore di zincatura costante e preciso
Lo spessore non uniforme della zincatura è un problema comune nel settore della lavorazione e della produzione, ma è del tutto gestibile con le giuste conoscenze tecniche e il controllo del processo. Comprendendo le cause, come la geometria, la distribuzione della corrente e la chimica del bagno, e applicando soluzioni come un migliore fissaggio, la mascheratura, l'agitazione e un'attenta progettazione, è possibile garantire uno spessore prevedibile e una precisione dimensionale stabile.
Il controllo dello spessore della zincatura non solo riduce gli scarti e i costi, ma migliora anche le prestazioni del prodotto e l'affidabilità a lungo termine. Con il giusto approccio, la zincatura diventa uno strumento potente, in grado di fornire protezione dalla corrosione senza compromettere la precisione.
Lo spessore della nichelatura può variare a seconda dell'applicazione e dei requisiti specifici. Inoltre, lo spessore può essere facilmente controllato, cosa che introdurremo nel nostro articolo successivo.
Articoli correlati: articoli di riferimento
Il dilemma della finitura nera: ossido e anodizzazione
Più di una semplice finitura nera: L'ingegneria dietro il rivestimento DLC

