
Nella produzione moderna, la precisione non è solo un vantaggio, ma una necessità. Quando le tolleranze raggiungono livelli estremi, come ±0,001 mm (1 micron)Solo pochi settori, materiali e tecnologie di lavorazione avanzate sono in grado di soddisfare la domanda. Questa guida esplora Lavorazione con tolleranze strettissimetra cui: Settori chiave, Materiali migliori, Dimensioni raggiungibili, Processi di lavorazione ad alta precisione. Scoprite come la produzione all'avanguardia raggiunge una precisione quasi perfetta e dove viene applicata nel settore aerospaziale, medico, ottico e altro ancora.
Che cos'è la lavorazione a tolleranza ultra-ridotta?
La tolleranza nella lavorazione definisce quanto può variare una specifica dimensione. A ±0,001 mm tolleranza significa che il componente deve essere prodotto entro 1 micron-1/1000 di millimetro, al di sopra o al di sotto della dimensione nominale.
Tali tolleranze sono significativamente più strette rispetto ai normali standard industriali:
- Lavorazione CNC generale: ±0,1 mm
- Precisione della lavorazione CNC: ±0,01 mm
- Ultra-precisione: ±0,001 mm o più stretta
Questo livello di precisione è tipico dei sistemi ad alte prestazioni, dove anche deviazioni microscopiche possono causare perdite di prestazioni, rischi per la sicurezza o guasti al sistema.
Settori che richiedono una lavorazione a tolleranza ultra-elevata
Non tutte le applicazioni richiedono tolleranze così strette. La lavorazione con tolleranze ultra-rigide è solitamente riservata ai componenti mission-critical, dove la precisione non è negoziabile.
Produzione di stampi di precisione
- Gli stampi ad alte prestazioni per i semiconduttori, l'ottica e lo stampaggio a iniezione di prodotti medicali richiedono una geometria impeccabile.
- L'adattamento dell'inserto, i dettagli della cavità e la finitura superficiale devono essere strettamente controllati per evitare scossoni o deformazioni durante lo stampaggio.
Produzione di dispositivi medici
- Gli impianti chirurgici, gli stent e i dispositivi diagnostici necessitano di un'accuratezza di livello micron per integrarsi perfettamente con l'anatomia e le funzioni umane.
- Componenti aerospaziali, parti di motori a reazione, meccanismi di satelliti e sistemi ottici per l'esplorazione dello spazio richiedono stabilità dimensionale in condizioni estreme.
Orologeria e micro-meccanica
- Gli ingranaggi e gli assi microscopici degli orologi di lusso richiedono un'estrema precisione per garantire un movimento fluido e duraturo.
Apparecchiature metrologiche e calibri
- I dispositivi che misurano altri componenti devono essere più precisi delle parti che ispezionano.
Dimensioni in grado di raggiungere una precisione di livello micrometrico
Non tutte le caratteristiche richiedono ±0,001 mm, in fase di progettazione parti di precisioneÈ un errore ritenere che tutte le dimensioni debbano essere rispettate con la massima tolleranza possibile. In realtà, tolleranze strettissime come ±0,001 mm sono necessarie solo per caratteristiche specifiche e critiche per la funzione. L'eccesso di tolleranza può aumentare drasticamente i costi, rallentare la produzione e introdurre rischi inutili senza migliorare le prestazioni.
La precisione riguarda lo scopo, non la perfezione
L'ultraprecisione deve essere applicata strategicamente alle dimensioni che hanno un impatto diretto:
- Incastro tra le parti
- Allineamento funzionale
- Movimento meccanico
- Tenuta o precisione ottica
La progettazione delle tolleranze deve sempre riflettere la funzione reale dell'elemento, non una ricerca arbitraria della perfezione.
Caratteristiche comuni che richiedono tolleranze strettissime
| Tipo di caratteristica | Perché la precisione è importante | Tolleranze comuni |
| Alberi e fori | Garantire l'interferenza o lo scorrimento | Da ±0,001 mm a ±0,003 mm |
| Fori/perni di localizzazione | Allineamento preciso dei pezzi durante l'assemblaggio | ±0,001 mm posizione reale |
| Superfici di accoppiamento | Prevenzione di perdite d'aria o di fluidi | Planarità < 0,002 mm |
| Cavità di precisione | Critico per lo stampaggio o la qualità ottica | ±0,001 mm sulla geometria |
| Supporti ottici | Mantenere la concentrazione e la chiarezza | Angolare ±0,01° |
| Profondità dei gradini o sporgenze | Tenuta o sigillatura dei componenti | ±0,002 mm sulla profondità |
Queste caratteristiche sono tipiche di stampi di precisione, strumenti metrologici, assemblaggi aerospaziali, dispositivi medici e sistemi ottici.
Caratteristiche che raramente richiedono tolleranze strettissime
Molte caratteristiche non critiche possono essere lavorate con tolleranze generiche (±0,05 mm o meno) senza compromettere la funzionalità:
- Dimensioni esterne che non si interfacciano direttamente con altri componenti
- Superfici solo estetiche o strutturali
- Fori di compensazione o staffe di montaggio per impieghi leggeri
- Profondità della cavità senza vincoli funzionali
- Facce senza contatto in alloggiamenti o telai di supporto
Esempio reale: Differenziazione della tolleranza in un inserto di stampo
| Caratteristica | Scopo | Tolleranza tipica |
| Foro per il perno di guida | Allineamento critico | ±0,001 mm (adattamento H7) |
| Superficie della linea di demarcazione | Tenuta senza lampi | Planarità < 0,002 mm |
| Porta del canale di raffreddamento | Adattamento libero per i tubi | ±0,1 mm |
| Inserire il perimetro | Montaggio a incastro nella base dello stampo | ±0,01 mm |
| Recesso dell'etichetta | Solo cosmetici | ±0,05 mm |
Questo approccio selettivo consente di ottimizzare i costi, mantenere la funzionalità e ridurre la complessità della lavorazione.
Il rischio di una progettazione eccessiva delle tolleranze
L'applicazione universale di tolleranze ristrette comporta gravi svantaggi:
- Aumento dei costi a causa di avanzamenti lenti, utensili fini e ispezioni extra.
- Tassi di rifiuto più elevati da una variazione minore
- Tempi di consegna prolungati per la rilavorazione e la finitura secondaria
- Usura e scarti degli utensili aumenta drasticamente
Migliori pratiche per la progettazione di tolleranze di precisione
- Utilizzo GD&T definire chiaramente la forma, l'orientamento e la posizione quando è richiesto dalla funzione.
- Focus su interfacce di montaggio-Le tolleranze devono garantire l'allineamento, l'inserimento e la tenuta dei componenti.
- Consultate il vostro partner di lavorazione per determinare capacità di processo prima di finalizzare le tolleranze.
- Evitare di impilare tolleranze strette se non è assolutamente necessario.
- Comunicare zone di tolleranza su disegni tecnici con chiarezza.
Pensiero finale: Design per la funzione, produzione per l'efficienza
L'ultraprecisione è uno strumento mirato, non uno standard universale. Solo le dimensioni specifiche legate alla funzione o relazioni di accoppiamento dovrebbe sopportare il peso di tolleranze di ±0,001 mm. Una parte ben progettata utilizza la precisione solo quando ha un impatto sulle prestazioni, consentendo a produttori come SYM Lavorazione di precisione per fornire componenti di alta precisione in modo efficiente ed economico.
Suggerimenti per una progettazione oculata delle funzioni di precisione
- Usare il GD&T (Geometric Dimensioning & Tolerancing) per definire solo i vincoli di forma/posizione critici.
- Comunicare al macchinista la funzione di ogni caratteristica: il contesto aiuta a stabilire le priorità.
- Evitare tolleranze generalizzate sui disegni; utilizzare tolleranze generali per le dimensioni non critiche.
- Collaborare tempestivamente con gli ingegneri di produzione per allineare le aspettative e le capacità dei processi.
Perché la progettazione a tolleranza selettiva è importante?
| Area | Senza design di precisione | Con tolleranza selettiva |
| Costo | Elevato numero di utensili e scarti | Costi di produzione inferiori |
| Tempi di consegna | Lungo (più rielaborazioni) | Ottimizzato |
| Qualità | Alto tasso di scarto | Produzione stabile e costante |
| Montaggio | eccessivamente rigidi o complessi | Efficiente e funzionale |
Risultato: L'allocazione intelligente delle tolleranze bilancia funzione, producibilità e costi.
Metalli e plastiche: Quali sono i migliori per l'alta precisione?
Quando si tratta di tolleranze ultra-rigide come ±0,001 mmi metalli sono quasi sempre la scelta preferita. Le materie plastiche, pur essendo utili in molti settori, presentano limitazioni significative che le rendono inadatte alla lavorazione ultraprecisa.
I migliori materiali per la lavorazione di precisione
| Materiale | Vantaggi principali | Applicazioni |
| Acciai per utensili (D2, H13, S7) | Duro, stabile, resistente all'usura | Stampi di precisione, matrici |
| Acciaio inossidabile (303, 316) | Resistente alla corrosione, robusto | Impianti medici, strumenti chirurgici |
| Titanio | Leggero, biocompatibile | Aerospaziale, medico |
| Carburo | Estremamente duro, resistente all'usura | Utensili da taglio, calibri |
| Alluminio (7075, 6061) | Leggero, buona lavorabilità | Alloggiamenti aerospaziali |
Perché i pezzi lavorati in plastica faticano a rispettare le tolleranze di ±0,001 mm?
Mentre le plastiche ad alte prestazioni come POM (Delrin), SETTIMANA, e PTFE sono spesso lavorati per componenti di precisione, ma raramente soddisfano gli standard ultra-rigidi di ±0,001 mm a causa di diverse limitazioni intrinseche del materiale:
| Problema | Risultato |
| Elevata espansione termica | Deriva dimensionale durante la lavorazione o lo stoccaggio |
| Bassa rigidità | Deviazione, vibrazioni, tagli incoerenti |
| Assorbimento dell'umidità | Variazione delle dimensioni dopo la lavorazione |
| Scarsa finitura superficiale | Opzioni di finitura limitate, minore precisione |
| Problemi di metrologia | Difficile da misurare in modo affidabile |
Lavorazione a tolleranza ultra-elevata: Tecniche e macchine a confronto
Per ottenere una precisione di livello micron (±0,001 mm o più stretta) sono necessarie tecniche di lavorazione avanzate. Ciascun metodo presenta punti di forza unici a seconda del materiale, della geometria e dei requisiti di tolleranza. Di seguito, confrontiamo Tornitura CNC, fresatura CNC, elettroerosione (Electrical Discharge Machining), taglio a filo e rettifica per applicazioni con tolleranze strette. Qual è il metodo migliore per le tolleranze strette?
| Processo | Miglior tolleranza | Il migliore per | Limitazioni materiali |
| Tornitura CNC | ±0,002 mm | Parti rotanti | Geometrie limitate |
| Fresatura CNC | ±0,005 mm | Forme 3D complesse | Leggermente meno preciso |
| EDM | ±0,002 mm | Metalli duri, dettagli intricati | Solo conduttivo |
| Elettroerosione a filo | ±0,001 mm | Tagli 2D di precisione | Solo conduttivo |
| Rettifica | ±0,0005 mm | Finiture ultra-fini | Soprattutto metalli |
Ogni metodo ha dei compromessi in termini di velocità, costi e compatibilità dei materiali. La scelta del processo giusto dipende dalla geometria del pezzo, dal materiale e dalle tolleranze richieste. A SYM Lavorazione di precisioneLe tolleranze ultra-rigide sono rese possibili da processi non tradizionali ad alta precisionetra cui la rettifica di precisione, l'elettroerosione e il taglio a filo lento.
SYM Rettifica di precisione (rettifica di superfici, cilindrica e a coordinate)
La rettifica è il gold standard per la stabilità dimensionale e le superfici ultra-lisce. SYM utilizza macchine ad alta rigidità con mole a grana fine e controllo ad anello chiuso. La rettifica di diametri esterni e interni stretti raggiunge ±0,001 mm o meglio su elementi corti, planarità e parallelismo < 1µm su piccole aree, finiture superficiali < Ra 0,2µm
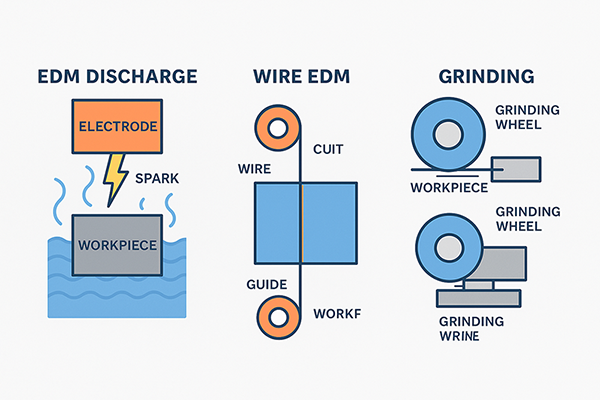
SYM EDM a scarica di specchi (elettroerosione fine)
Conosciuto anche come "elettroerosione a specchio", questo processo specializzato rimuove il materiale con estrema precisione utilizzando l'erosione elettrica a scintilla, ideale per gli acciai da utensili temprati. Precisione ±0,001 mm di tolleranza dimensionale, finitura superficiale fino a Ra 0,1µm (grado a specchio). Utilizzo tipico per alcuni inserti di stampi, utensili medicali o ottici, microcavità e angoli a raggio stretto.
SYM Taglio a filo lento
A differenza dell'elettroerosione tradizionale, l'elettroerosione a filo lento utilizza un filo sottile di ottone o tungsteno a velocità controllata per produrre tagli eccezionalmente precisi in materiali duri. La precisione raggiunge ±0,001 mm o superiore nella geometria del taglio a filo, eccellente rettilineità e ortogonalità. Normalmente viene utilizzata per profili a parete sottile, punzoni e stampi di precisione.
Conclusione
La lavorazione con tolleranze strette (+0,001 mm) è il cuore dei settori in cui la precisione è importante. Richiede una profonda conoscenza dei materiali, delle macchine e dei fattori ambientali. Sebbene sia impegnativo e costoso, i risultati sono ineguagliabili in termini di affidabilità e prestazioni. Scegliere un partner come SYM Lavorazione di precisione significa affidare i vostri componenti critici a esperti che vivono e respirano la precisione.

