
Le zingage est l'une des méthodes de finition les plus courantes dans l'industrie de l'usinage et du travail des métaux. Il protège les surfaces métalliques de la rouille, améliore l'apparence et favorise les performances à long terme. Mais le zingage pose également un sérieux problème : l'irrégularité de l'épaisseur de la couche. Lorsque la couche de zinc devient trop épaisse à certains endroits et trop fine à d'autres, la pièce finie peut ne pas répondre aux exigences de tolérance. Cela peut entraîner des problèmes d'assemblage, des taux de rejet plus élevés et des coûts de finition supplémentaires.
Ce guide explique pourquoi les épaisseurs inégales de zingage se produisent et comment les résoudre en utilisant des méthodes d'ingénierie, de placage et de conception éprouvées. Rédigé de manière claire et pratique, il aide les machinistes, les ingénieurs en galvanisation, les acheteurs et les chefs de projet à comprendre comment contrôler les changements de dimensions des pièces zinguées.
Classification de la galvanisation
Le zingage, souvent appelé galvanisation, est un processus qui consiste à appliquer une couche protectrice de zinc sur des surfaces en acier ou en fer. Bien que l'apparence et les propriétés des surfaces zinguées varient, elles sont généralement classées en différents types en fonction du traitement spécifique ou de la passivation appliquée. Voici les types de zingage les plus courants :
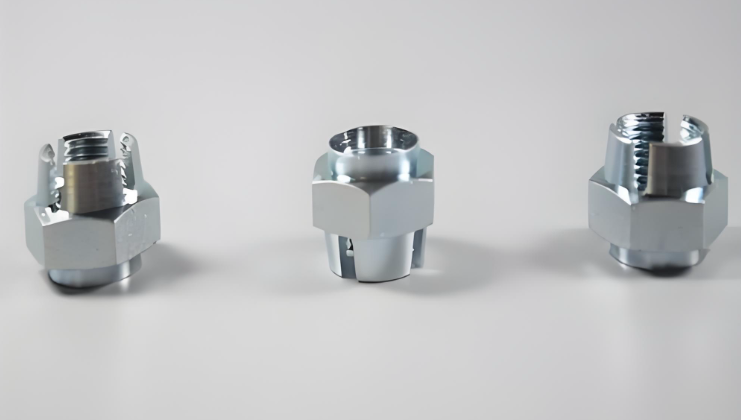
Zinc clair
Le zingage clair donne à la surface revêtue une finition brillante, gris argenté, qui ressemble à la couleur naturelle du zinc. Il est principalement utilisé pour ses propriétés de résistance à la corrosion et convient à une large gamme d'applications.
Zinc bleu
Le zingage bleu implique le même revêtement de zinc que le zingage clair, mais il comprend une étape de passivation qui ajoute une couche protectrice teintée de bleu sur le zinc. Cette passivation améliore à la fois la résistance à la corrosion et l'esthétique.
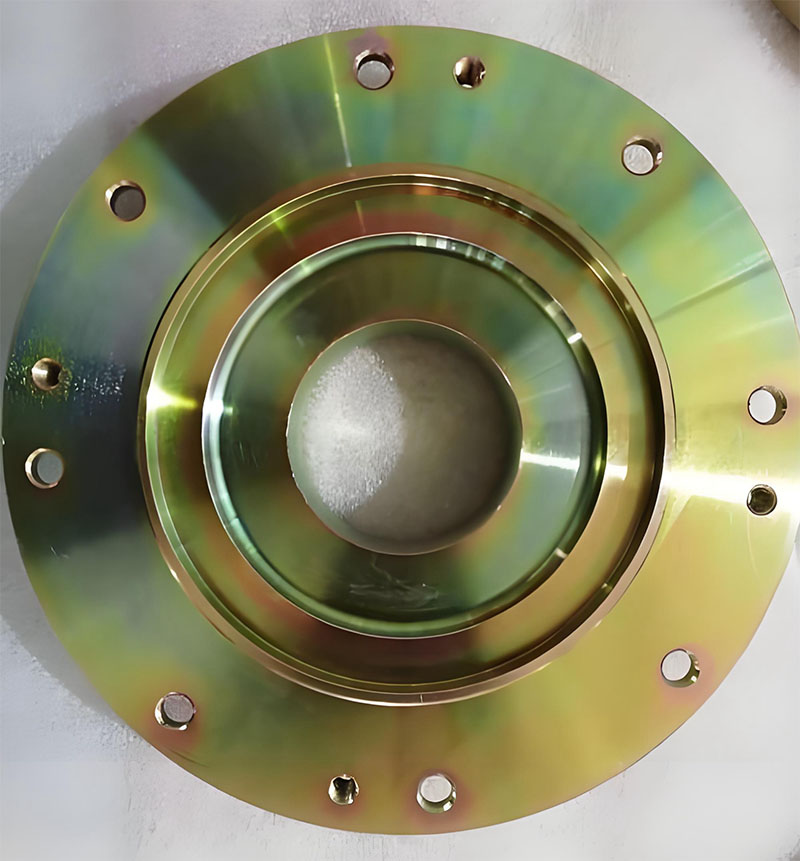
Zinc coloré
Le zingage coloré est obtenu en appliquant des traitements de passivation spécialisés sur le revêtement de zinc. Ce procédé permet d'obtenir une gamme de couleurs, dont l'or, le vert, le rouge et le bleu. Ces finitions colorées sont souvent utilisées à des fins décoratives ou esthétiques.
Zingage noir
Le zingage noir implique un traitement de passivation qui crée une finition noire sur la surface zinguée. Ce traitement est utilisé dans les applications où l'on recherche un aspect noir et élégant, comme dans l'industrie automobile.

Pourquoi l'épaisseur du zingage est-elle importante ?
Le zingage peut sembler simple, mais il s'agit d'un processus technique. Lorsqu'il est effectué correctement, le revêtement protège le métal de base en agissant comme une barrière anticorrosion et une couche sacrificielle. La plupart des spécifications de placage exigent une épaisseur de revêtement comprise entre 5-25 microns en fonction de l'environnement, de la charge et de l'utilisation des pièces.
Cependant, l'épaisseur du revêtement a une incidence directe sur la précision des dimensions. Même un Augmentation de 10 à 15 microns peut entraîner le blocage d'un arbre ou interférer avec l'ajustement d'un trou. Lorsque l'épaisseur est inégale, l'erreur dimensionnelle devient imprévisible. Pour les pièces dont les tolérances sont serrées, cela peut conduire à.. :
- Désalignement de l'assemblage
- Augmentation de la friction ou de la fixation
- Interférence des fils
- Taux de défectuosité plus élevés
- Travaux supplémentaires de reprise ou de décapage
- Augmentation du coût du produit
Le contrôle de l'épaisseur du zingage est donc essentiel pour la qualité et la performance.
Quelles sont les causes de l'irrégularité de l'épaisseur du zingage ?
Le zingage est un processus électrochimique. Les ions métalliques se déplacent du bain de galvanisation vers la surface de la pièce sous l'effet d'un courant électrique. Tout facteur qui modifie le flux électrique, la chimie de surface ou l'angle d'immersion modifiera l'épaisseur finale du revêtement. Voici les causes les plus courantes.
1. Géométrie de la pièce
La forme de la pièce a l'influence la plus forte sur l'épaisseur du placage.
- Coins et arêtes vifs attirent plus de courant, ce qui produit un placage plus épais.
- Trous ou évidements profonds reçoivent moins de courant, ce qui produit un placage plus fin.
- Fils Les plaques sont souvent inégales, les sommets étant plus épais que les vallées.
- Cavités internes complexes provoquent des ombres, ce qui réduit les dépôts.
Le zinc se dépose naturellement plus facilement sur les zones à fort courant.
2. Mauvaise préparation de la surface
Si la surface n'est pas nettoyée correctement avant la métallisation, les variations d'épaisseur augmentent.
Les problèmes les plus fréquents sont les suivants :
- Résidus d'huile ou de liquide de refroidissement
- Couches d'oxyde
- Empreintes digitales
- Poussière d'ébarbage
- Décapage irrégulier
Les zones contaminées résistent à l'adhérence et acceptent moins de métallisation, ce qui entraîne des taches minces.
3. Courant électrique irrégulier
La densité de courant contrôle directement la vitesse de métallisation. Un courant irrégulier peut résulter de :
- Mauvais contact ou fixations mal fixées
- Mauvais positionnement de l'anode
- Anodes anciennes ou endommagées
- Plateaux de placage surchargés
- Mauvais réglage de la tension
Si certaines zones reçoivent plus de courant, elles se plaquent plus rapidement.
4. Problèmes de chimie du bain
La composition chimique du bain de placage doit rester dans des limites étroites. Les problèmes sont les suivants :
- Faible concentration d'ions métalliques
- Excès d'azurants
- Contaminants tels que le cuivre ou le fer
- Niveaux de pH incorrects
Le déséquilibre chimique affecte la vitesse et l'uniformité du dépôt.
5. Questions relatives au débit et à l'agitation
Le bain de métallisation doit faire circuler les ions métalliques de manière homogène. Une mauvaise agitation peut entraîner :
- Placage mince dans les zones à faible débit
- Poches stagnantes
- Surépaisseur dans les zones à fort débit près des anodes
- Une bonne agitation est essentielle pour obtenir une épaisseur constante.
6. Casiers surchargés
Lorsque trop de pièces sont accrochées les unes à côté des autres, elles se bloquent mutuellement. Cela réduit le placage dans les zones "ombragées".
7. Mauvaise fixation et orientation
Si les pièces sont suspendues sous un mauvais angle, la distribution du placage change. Même de petits ajustements peuvent créer des différences majeures.
Comment le zingage affecte-t-il les dimensions des pièces ?
L'épaisseur du zingage est généralement mesurée en microns, mais même de petites variations peuvent affecter les performances.
- 5 microns = 0,0002 pouces
- 10 microns = 0,0004 pouces
- 25 microns = 0,001 pouce
Il est important de noter qu'un revêtement ajoute de l'épaisseur aux deux parties d'une surface.
Exemple : Un diamètre augmente de 2x le revêtement.
Si un arbre reçoit un placage de 10 microns :
- Surface unique : +10 microns
- Diamètre : +20 microns
C'est pourquoi le contrôle des dimensions est essentiel pour les arbres, les trous, les filetages, les composants coulissants et les pièces d'accouplement.
Stratégies d'optimisation de l'uniformité de l'épaisseur du zingage
L'obtention d'un zingage uniforme et de haute qualité nécessite une approche systématique dans trois domaines clés : la conception du produit, l'ingénierie du processus et le contrôle de la qualité.
1. Optimiser la conception et la pré-planification des pièces
De nombreux problèmes d'uniformité de l'épaisseur proviennent de la géométrie des pièces. L'optimisation proactive de la conception peut fondamentalement améliorer les résultats de la métallisation.
- Optimisation de la géométrie :Ajouter des rayons ou des chanfreins aux arêtes vives pour réduire la densité et l'accumulation excessives de courant. Préférer les trous traversants aux trous borgnes profonds pour améliorer l'écoulement de la solution et le dépôt de métal. Concevoir des ouvertures pour les grandes cavités afin d'améliorer la distribution du courant et l'accès au rayonnage.
- Tolérances et communication :Usinez les filetages extérieurs légèrement sous-dimensionnés pour tenir compte de l'accumulation du revêtement. Envisagez des tolérances légèrement assouplies lors de la conception et spécifiez des plages d'épaisseur de revêtement exactes (par exemple, "8-12 microns") pour les dimensions critiques, en évitant les termes vagues tels que "zingage standard". Engagez-vous avec votre fournisseur de revêtement dès le début de la phase de conception.
2. Améliorer le contrôle des processus et des bains
Un processus stable et bien contrôlé est essentiel pour obtenir un dépôt uniforme. Il comprend le nettoyage, le rayonnage, la gestion du courant et la chimie du bain.
- Prétraitement et nettoyage :Exécuter un cycle complet de prétraitement - comprenant le dégraissage, le nettoyage alcalin, l'activation de l'acide et le rinçage contrôlé - pour garantir une surface propre, active et exempte d'oxyde en vue d'un dépôt cohérent.
- Configuration des supports et des anodes :Utilisez des rayonnages propres et conducteurs avec une bonne pression des pinces et un placement symétrique des pièces pour une distribution équilibrée du courant. Utilisez des anodes conformes ou auxiliaires pour les formes complexes et protégez les zones à forte intensité de courant pour améliorer la couverture dans les évidements.
- Paramètres et gestion des bains :Pour les pièces complexes, utiliser une densité de courant plus faible sur une durée plus longue pour une meilleure uniformité. Contrôler et ajuster régulièrement le pH du bain, les niveaux d'impuretés métalliques et les concentrations d'additifs. Maintenir l'homogénéité de la solution au moyen d'une agitation mécanique, d'une injection d'air ou d'une filtration par pompe.
3. Mise en œuvre de la vérification et du post-traitement
Des mesures précises et des actions correctives forment une boucle fermée critique pour garantir que les pièces répondent aux spécifications finales.
- Mesure de l'épaisseur et SPC :Utiliser des méthodes non destructives telles que la fluorescence X (XRF) et les jauges magnétiques pour des contrôles rapides, en s'appuyant sur le contrôle statistique des processus (SPC) pour l'analyse des tendances. Utiliser la microscopie en coupe pour une analyse détaillée et destructive si nécessaire.
- Correction après la plaque :Appliquer un léger polissage ou un meulage automatisé pour les écarts d'épaisseur mineurs. Ne procéder au décapage et à l'apposition de nouvelles plaques qu'en cas de non-conformité importante. Utiliser des masques (ruban adhésif, bouchons ou laque) pour empêcher la métallisation des zones spécifiées.
Conseils de conception pour de meilleurs résultats de zingage
Liste de contrôle pour le dépannage d'un zingage inégal
Vous trouverez ci-dessous un guide de référence rapide pour identifier et résoudre les problèmes.
| Enjeu | Cause probable | Solution |
| Bords épais | Densité de courant élevée | Ajouter des boucliers, réduire le courant |
| Niches minces | Mauvais positionnement de l'anode | Ajouter des anodes auxiliaires |
| Taches minces aléatoires | Nettoyage insuffisant | Améliorer le prétraitement |
| Variation d'un réservoir à l'autre | Déséquilibre chimique | Tester et ajuster la chimie |
| Épaisse près des anodes | Trop de courant local | Augmenter l'espacement |
| Surfaces internes minces | Faible débit ou agitation | Améliorer la circulation |
| Placage excessif | Temps ou courant trop élevé | Réduire les paramètres |
Conclusion : Obtenir une épaisseur de zingage cohérente et précise
L'irrégularité de l'épaisseur du zingage est un problème courant dans l'industrie de l'usinage et de la fabrication, mais il est tout à fait gérable si l'on dispose des connaissances techniques et du contrôle des processus appropriés. En comprenant les causes - telles que la géométrie, la distribution du courant et la chimie du bain - et en appliquant des solutions telles que l'amélioration de la fixation, le masquage, l'agitation et des pratiques de conception minutieuses, vous pouvez garantir une épaisseur prévisible et une précision dimensionnelle stable.
Le contrôle de l'épaisseur du zingage permet non seulement de réduire les déchets et les coûts, mais aussi d'améliorer les performances des produits et leur fiabilité à long terme. Avec une approche correcte, le zingage devient un outil puissant, offrant une protection contre la corrosion sans compromettre la précision.
L'épaisseur du nickelage peut varier en fonction de l'application et des exigences spécifiques. En outre, l'épaisseur peut être facilement contrôlée, ce que nous présenterons dans notre article sur le nickelage. article suivant.
Articles connexes:
Dilemme de la finition noire : oxyde ou anodisation
Plus qu'une simple finition noire : L'ingénierie derrière le revêtement DLC

