Services d'usinage par électroérosion à fil
Accueil " Services d'usinage par électroérosion à fil
Services d'usinage par électroérosion à fil d'un seul tenant fournis par une usine chinoise
Leader mondial de l'usinage par électroérosion à fil, fournissant des prototypes de haute précision pour vos besoins d'usinage.
Nous proposons l'électroérosion à fil et l'électroérosion par enfonçage, l'usinage de précision par électroérosion au plus haut niveau.

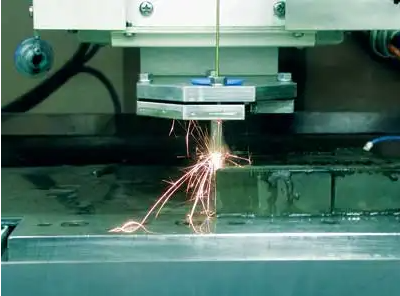
Qu'est-ce que les services d'usinage par électroérosion à fil ?
L'usinage par électroérosion à fil (EDM) est un procédé de fabrication de précision qui utilise des décharges électriques pour enlever de la matière d'une pièce. Voici les principaux aspects des services d'usinage par électroérosion à fil
Haute précision
L'électroérosion à fil permet d'obtenir des tolérances extrêmement serrées, souvent de l'ordre de ±0,0001 pouce (±2,54 microns).
Géométries complexes
Capable de découper des formes complexes et des caractéristiques internes qui seraient difficiles ou impossibles à réaliser avec les méthodes d'usinage traditionnelles.
Convient aux matériaux durs
Efficace pour couper les aciers trempés, le titane et d'autres alliages résistants.
Finition de surface lisse
Produit d'excellents états de surface, nécessitant souvent un post-traitement minimal.
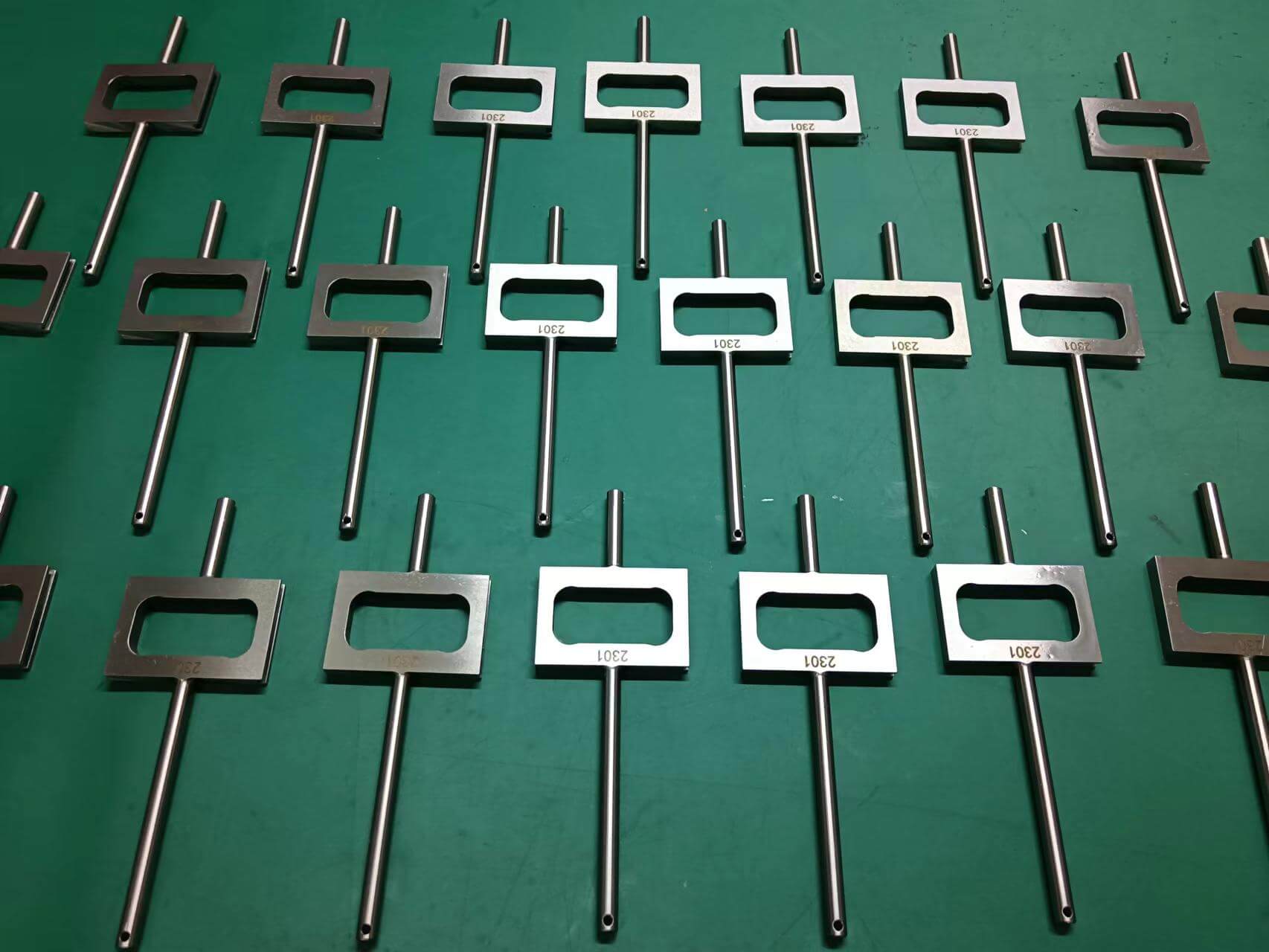
Applications de l'usinage par électroérosion à fil
L'électroérosion à fil est particulièrement utile dans des secteurs tels que l'aérospatiale, la fabrication de dispositifs médicaux et la fabrication d'outils, où la précision et les géométries complexes sont cruciales.
Découpe de fentes et d'ouvertures précises dans des pièces métalliques
Fabrication de matrices et de moules d'emboutissage complexes
Production de petites pièces délicates pour les dispositifs médicaux
Création d'engrenages et de pignons sur mesure
Fabrication de composants aérospatiaux à géométrie complexe
Caractéristiques de la surface de l'électroérosion
La finition de la surface produite par EDM (Electrical Discharge Machining) peut varier en fonction du type spécifique de processus EDM utilisé.
Electro-érosion à fil
Il produit généralement un fini de surface lisse. La rugosité de la surface peut typiquement varier de 0,8 à 1,6 μm RaRa, mais peut être aussi bas que 0,1 μm Ra avec plusieurs coupes d'écrémage.
- Pour l'électroérosion à fil, des lignes visibles peuvent apparaître sur la surface de coupe, représentant le parcours du fil. Ces lignes sont généralement très fines et peuvent souvent être réduites grâce à un réglage adéquat de la machine.


EDM par immersion
Peut produire des surfaces allant de très lisses à intentionnellement texturées, en fonction des paramètres utilisés. La rugosité peut varier d'environ 0,4 à 50 μm Ra.
- Dans le cas de l'électroérosion par enfonçage, la surface peut présenter une légère texture "peau d'orange" ou de petits cratères, qui sont caractéristiques du processus d'érosion par étincelles.
Le choix entre ces types de coupe dépend des exigences spécifiques de la pièce, y compris les niveaux de tolérance, les besoins en matière de finition de surface et les contraintes de temps de production. Souvent, une combinaison de ces types de coupe est utilisée pour une seule pièce, en commençant par la coupe rapide pour le façonnage grossier et en progressant vers la coupe lente pour le travail de précision final.
Il est important de noter que ces valeurs peuvent varier en fonction de la machine, du type de fil, du matériau de la pièce et d'autres paramètres du processus. Le compromis entre la vitesse de coupe, l'état de surface et la précision permet aux fabricants de choisir l'approche la plus appropriée pour chaque application.
L'état de surface final de l'électroérosion est influencé par des facteurs tels que les paramètres de la machine, le matériau de l'électrode, le fluide diélectrique et le nombre de passes de finition. En ajustant ces facteurs, les fabricants peuvent atteindre l'équilibre souhaité entre la douceur de la surface et l'efficacité de la production.
La présence de marques d'outil dans l'électroérosion dépend de plusieurs facteurs
- Pour l'électroérosion à fil, des lignes visibles peuvent apparaître sur la surface de coupe, représentant le parcours du fil. Ces lignes sont généralement très fines et peuvent souvent être réduites grâce à un réglage adéquat de la machine.
- Dans le cas de l'électroérosion par enfonçage, la surface peut présenter une légère texture "peau d'orange" ou de petits cratères, qui sont caractéristiques du processus d'érosion par étincelles.
L'état de surface final de l'électroérosion est influencé par des facteurs tels que les paramètres de la machine, le matériau de l'électrode, le fluide diélectrique et le nombre de passes de finition. En ajustant ces facteurs, les fabricants peuvent atteindre l'équilibre souhaité entre la douceur de la surface et l'efficacité de la production.
Types de découpage par électroérosion à fil
La découpe par électroérosion à fil peut être classée en trois catégories principales en fonction de la vitesse de coupe.
Coupe rapide des fils
La découpe rapide au fil est utilisée pour les coupes brutes et la mise en forme initiale des pièces. Elle offre :
- Des vitesses de coupe plus élevées
- Précision réduite par rapport aux coupes plus lentes
- Convient pour les pièces de grande taille ou lorsque le temps est un facteur critique
- Rugosité de la surface : Typiquement 3,2 à 6,3 μm Ra
- Précision : ±0,025 à ±0,05 mm (0,001" à 0,002")
Coupe à vitesse moyenne
La coupe à vitesse moyenne offre un équilibre entre vitesse et précision. Elle se caractérise par
- La coupe à vitesse moyenne offre un équilibre entre vitesse et précision. Elle se caractérise par
- Meilleur état de surface que la coupe rapide
- Convient aux travaux d'électroérosion à usage général
- Rugosité de la surface : Habituellement 1,6 à 3,2 μm Ra
- Précision : ±0,010 à ±0,025 mm (0,0004" à 0,001")
Coupe lente du fil
La découpe au fil lent est utilisée pour les travaux de haute précision et les coupes de finition. Elle offre :
- Vitesses de coupe plus lentes
- Un niveau de précision et de finition de surface très élevé
- Idéal pour les pièces nécessitant des tolérances serrées ou une qualité de surface supérieure
- Rugosité de surface : Peut atteindre 0,4 à 1,6 μm Ra ou mieux.
- Précision : ±0,002 à ±0,010 mm (0,0001" à 0,0004")
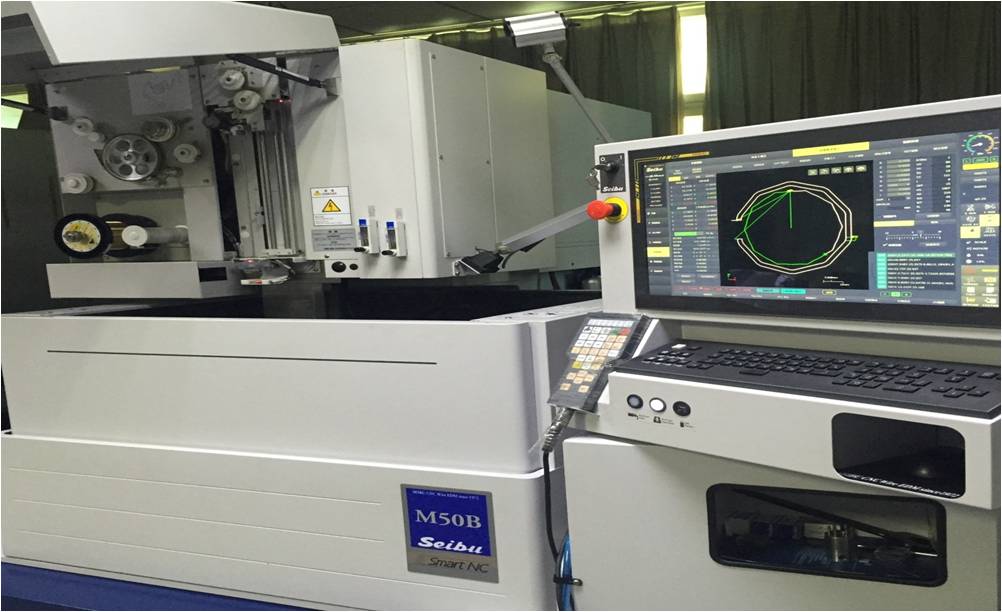
Capacité des services d'usinage par électroérosion à fil SYM.
L'usine d'usinage SYM dispose de 10 machines d'électroérosion à fil et de 4 machines d'électroérosion par enfonçage.
L'usine d'usinage de précision SYM dispose de 10 machines d'électroérosion à fil et de 4 machines d'électroérosion par enfonçage. Forte de 25 ans d'expérience dans l'industrie de l'usinage de précision, elle combine les processus d'usinage à commande numérique et de rectification de précision, ce qui lui permet de vous fournir une solution d'usinage unique pour répondre à vos besoins en matière d'ingénierie de précision. Les quantités commandées vont de 1 unité à plus de 500 unités. Les composants de précision personnalisés sont conformes aux spécifications de vos dessins, dans les délais impartis et à chaque fois.
Type M/C | Qté' | Marque | Fabriqué en | Modèle | Voyage X/Y/Z | Précision |
Electro-érosion à fil | 1 | SODICK | JAPON | AQ560L | 560 X 350 X 300 | 0.002 |
| 1 | SODICK | JAPON | ALN400QS | 400 X 300 X 250 | 0.002 |
| 2 | SODICK | JAPON | ALN400Q | 400 X 300 X 250 | 0.002 |
| 2 | SODICK | JAPON | AQ400LS | 400 X 300 X 250 | 0.002 |
| 1 | SODICK | JAPON | AQ360LS | 360 X 250 X 250 | 0.002 |
| 1 | SEIBU | JAPON | M50B | 500 X 350 X 310 | 0.002 |
| 2 | SSG | TAIWAN | LA500A | 500 X 350 X 270 | 0.005 |
EDM par immersion | 4 | TAISHU | TAIWAN | XH-450 | 450 X 300 X 300 | 0.01 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}