
Dans la fabrication moderne, la précision n'est pas seulement un avantage, c'est une nécessité. Lorsque les tolérances atteignent des niveaux extrêmes, tels que ±0,001 mm (1 micron)Cependant, seules quelques industries, matériaux et technologies d'usinage avancées peuvent répondre à la demande. Ce guide explore usinage à tolérance ultra-étroitey compris les industries clés, les meilleurs matériaux, les dimensions réalisables et les processus d'usinage de haute précision : Les industries clés, les meilleurs matériaux, les dimensions réalisables, les procédés d'usinage de haute précision. Découvrez comment la fabrication de pointe permet d'obtenir une précision quasi parfaite et où elle est appliquée dans l'aérospatiale, le médical, l'optique et bien d'autres domaines.
Qu'est-ce que l'usinage à tolérance ultra-fine ?
La tolérance dans l'usinage définit l'ampleur de la variation d'une dimension spécifique. A ±0,001 mm La tolérance signifie que le composant doit être fabriqué avec une marge de 1 micron - 1/1000e de millimètre - au-dessus ou au-dessous de la dimension nominale.
Ces tolérances sont nettement plus strictes que les normes industrielles habituelles :
- Usinage CNC général : ±0,1 mm
- Précision de l'usinage CNC : ±0,01 mm
- Ultra-précision : ±0,001 mm ou moins
Ce niveau de précision se retrouve généralement dans les systèmes à haute performance où même des écarts microscopiques peuvent entraîner une perte de performance, des risques pour la sécurité ou une défaillance du système.
Les industries qui exigent des tolérances d'usinage très serrées
Toutes les applications ne nécessitent pas des tolérances aussi strictes. L'usinage à tolérance ultra-serrée est généralement réservé aux composants critiques pour lesquels la précision n'est pas négociable.
Fabrication de moules de précision
- Les moules à haute performance pour les semi-conducteurs, l'optique et le moulage médical par injection exigent une géométrie parfaite.
- L'ajustement de l'insert, les détails de la cavité et la finition de la surface doivent être étroitement contrôlés afin d'éviter tout affaissement ou gauchissement pendant le moulage.
Fabrication de dispositifs médicaux
- Les implants chirurgicaux, les endoprothèses et les dispositifs de diagnostic ont besoin d'une précision de l'ordre du micron pour s'intégrer parfaitement à l'anatomie et à la fonction humaines.
- Les composants aérospatiaux, les pièces de moteurs à réaction, les mécanismes de satellites et les systèmes optiques utilisés dans l'exploration spatiale exigent une stabilité dimensionnelle dans des conditions extrêmes.
Horlogerie et micro-mécanique
- Les engrenages et axes microscopiques des garde-temps de luxe requièrent une précision extrême pour assurer un mouvement durable et régulier.
Équipement de métrologie et jauges
- Les appareils qui mesurent d'autres composants doivent être plus précis que les pièces qu'ils inspectent.
Des dimensions qui peuvent atteindre une précision de l'ordre du micron
Toutes les caractéristiques ne requièrent pas ±0,001 mm, lors de la conception. pièces de précisionEn revanche, il est erroné de penser que toutes les dimensions doivent être maintenues à la tolérance la plus stricte possible. En réalité, des tolérances ultra-serrées telles que ±0,001 mm ne sont nécessaires que pour des caractéristiques spécifiques et critiques. La surtolérance peut augmenter considérablement les coûts, ralentir la production et introduire des risques inutiles sans pour autant améliorer les performances.
La précision est une question d'objectif, pas de perfection
L'ultra-précision doit être appliquée stratégiquement aux dimensions qui ont un impact direct :
- Ajustement entre les pièces
- Alignement fonctionnel
- Mouvement mécanique
- Étanchéité ou précision optique
La conception des tolérances doit toujours refléter la fonction réelle de la caractéristique, et non une recherche arbitraire de la perfection.
Caractéristiques communes exigeant des tolérances très étroites
| Type de caractéristique | L'importance de la précision | Tolérances courantes |
| Arbres et alésages | Assurer l'interférence ou l'ajustement glissant | ±0,001mm à ±0,003mm |
| Trous de positionnement/goupilles | Alignement précis des pièces lors de l'assemblage | ±0,001mm position réelle |
| Surfaces d'accouplement | Prévenir les fuites d'air ou de liquide | Planéité < 0,002 mm |
| Cavités de précision | Essentiel pour la qualité du moulage ou de l'optique | ±0,001 mm sur la géométrie |
| Montures optiques | Maintenir la concentration et la clarté | Angulaire ±0.01° |
| Profondeurs des marches ou rebords | Siège ou étanchéité des composants | ±0,002 mm sur la profondeur |
Ces caractéristiques apparaissent généralement dans les moules de précision, les outils de métrologie, les assemblages aérospatiaux, les dispositifs médicaux et les systèmes optiques.
Caractéristiques nécessitant rarement des tolérances très strictes
De nombreuses caractéristiques non critiques peuvent être usinées avec des tolérances générales (±0,05 mm ou moins) sans incidence sur la fonctionnalité :
- Dimensions externes qui ne sont pas en interface directe avec d'autres pièces
- Surfaces uniquement esthétiques ou structurelles
- Trous de dégagement ou supports de montage légers
- Profondeur des cavités sans contrainte fonctionnelle
- Faces sans contact dans des boîtiers ou des cadres de support
Exemple concret : Différenciation des tolérances dans un insert de moule
| Fonctionnalité | Objectif | Tolérance typique |
| Trou de la goupille de guidage | Alignement critique | ±0,001 mm (ajustement H7) |
| Surface du plan de joint | Joint d'étanchéité sans bavure | Planéité < 0,002 mm |
| Orifice du canal de refroidissement | Adaptation souple pour les tubes | ±0,1 mm |
| Périmètre d'insertion | S'insère dans le fond du moule | ±0,01mm |
| Encadrement de l'étiquette | Cosmétique uniquement | ±0,05 mm |
Cette approche sélective permet d'optimiser les coûts, de maintenir la fonction et de réduire la complexité de l'usinage.
Le risque d'une conception excessive des tolérances
L'application universelle de tolérances strictes entraîne de graves inconvénients :
- Augmentation des coûts en raison des avances lentes, des outils fins et des contrôles supplémentaires
- Des taux de rejet plus élevés à partir d'une variation mineure
- Délais d'exécution prolongés pour la reprise et la finition secondaire
- Usure des outils et déchets augmente considérablement
Meilleures pratiques pour la conception de tolérances de précision
- Utilisation GD&T définir clairement la forme, l'orientation et la position lorsque la fonction l'exige.
- Focus sur interfaces d'assemblage-Les tolérances doivent garantir que les pièces s'alignent, s'ajustent et se scellent correctement.
- Consultez votre partenaire d'usinage pour déterminer capacités de traitement avant de finaliser les tolérances.
- Évitez d'empiler des tolérances serrées, sauf en cas d'absolue nécessité.
- Communiquer zones de tolérance sur des dessins techniques avec clarté.
Dernière réflexion : La conception pour la fonction, la fabrication pour l'efficacité
L'ultra-précision est un outil ciblé, pas une norme universelle. Seules des dimensions spécifiques liées à la la fonction ou les relations d'accouplement doit supporter le fardeau des tolérances de ±0,001 mm. Une pièce bien conçue n'utilise la précision que lorsqu'elle a un impact sur les performances, ce qui permet à des fabricants tels que le SYM Precision Machining pour fournir des composants de haute précision de manière efficace et rentable.
Conseils pour une conception judicieuse des dispositifs de précision
- Utilisez la méthode GD&T (Geometric Dimensioning & Tolerancing) pour définir uniquement les contraintes critiques de forme/position.
- Communiquez la fonction de chaque élément à votre machiniste - le contexte aide à définir les priorités.
- Éviter les tolérances générales sur les dessins ; utiliser des tolérances générales pour les dimensions non critiques.
- Collaborer très tôt avec les ingénieurs de fabrication afin d'aligner les attentes et les capacités des processus.
Pourquoi la conception de la tolérance sélective est-elle importante ?
| Zone | Sans conception de précision | Avec une tolérance sélective |
| Coût | Outillage et rebuts élevés | Coût de production inférieur |
| Délai d'exécution | Longue (plusieurs reprises) | Optimisé |
| Qualité | Taux de rejet élevé | Production stable et cohérente |
| Assemblée | Trop rigide ou trop complexe | Efficace et fonctionnel |
Résultat : L'attribution intelligente des tolérances permet d'équilibrer la fonction, la fabricabilité et le coût.
Métaux et plastiques : Lesquels sont les meilleurs pour la haute précision ?
Lorsqu'il s'agit de tolérances ultra-serrées telles que les ±0,001 mmLes métaux sont presque toujours le choix préféré. Les plastiques, bien qu'utiles dans de nombreuses industries, présentent des limites importantes qui les rendent inadaptés à l'usinage de haute précision.
Les meilleurs matériaux pour l'usinage de haute précision
| Matériau | Principaux avantages | Applications |
| Aciers à outils (D2, H13, S7) | Dur, stable, résistant à l'usure | Moules de précision, matrices |
| Acier inoxydable (303, 316) | Résistant à la corrosion, robuste | Implants médicaux, outils chirurgicaux |
| Titane | Léger, biocompatible | Aérospatiale, médecine |
| Carbure | Extrêmement dur, résistant à l'usure | Outils de coupe, jauges |
| Aluminium (7075, 6061) | Léger, bonne usinabilité | Boîtiers pour l'aérospatiale |
Pourquoi les pièces usinées en plastique ont-elles du mal à respecter les tolérances de ±0,001 mm ?
Alors que les plastiques à haute performance tels que les POM (Delrin), PEEKet PTFE sont souvent usinés pour des composants de précision, ils répondent rarement aux normes très strictes de ±0,001 mm en raison de plusieurs limitations inhérentes aux matériaux :
| Enjeu | Résultat |
| Expansion thermique élevée | Dérive dimensionnelle lors de l'usinage ou du stockage |
| Faible rigidité | Déviation, vibrations, coupes incohérentes |
| Absorption de l'humidité | Changements de taille après l'usinage |
| Mauvais état de surface | Options de finition limitées, précision moindre |
| Questions relatives à la métrologie | Difficile à mesurer de manière fiable |
Usinage à tolérances ultra étroites : Techniques et comparaison des machines
L'obtention d'une précision de l'ordre du micron (±0,001 mm ou plus) nécessite des techniques d'usinage avancées. Chaque méthode présente des avantages uniques en fonction du matériau, de la géométrie et des exigences de tolérance. Ci-dessous, nous comparons Tournage CNC, fraisage CNC, EDM (Electrical Discharge Machining), découpe au fil et meulage pour les applications à tolérances serrées. Quelle est la meilleure méthode pour les tolérances serrées ?
| Processus | Meilleure tolérance | Meilleur pour | Limites matérielles |
| Tournage CNC | ±0,002 mm | Pièces de rotation | Géométries limitées |
| Fraisage CNC | ±0,005 mm | Formes complexes en 3D | Un peu moins précis |
| EDM | ±0,002 mm | Métaux durs, détails complexes | Conducteur uniquement |
| Electro-érosion à fil | ±0,001 mm | Coupes 2D de précision | Conducteur uniquement |
| Broyage | ±0,0005mm | Finitions ultrafines | Principalement des métaux |
Chaque méthode présente des compromis en termes de vitesse, de coût et de compatibilité des matériaux. Le choix du bon procédé dépend de la géométrie de la pièce, du matériau et des tolérances requises. À l'heure actuelle SYM Precision MachiningLes tolérances ultra-serrées sont rendues possibles grâce à processus non traditionnels de haute précisiony compris le meulage de précision, l'électroérosion et le découpage lent par fil.
SYM Precision Grinding (rectification plane, cylindrique et en gabarit)
La rectification est l'étalon-or de la stabilité dimensionnelle et des surfaces ultra lisses. SYM utilise des machines à haute rigidité dotées de meules à grain fin et d'un système de contrôle en boucle fermée. La rectification de diamètres extérieurs et intérieurs serrés permet d'obtenir ±0,001 mm ou mieux sur des éléments courts, une planéité et un parallélisme < 1 µm sur de petites surfaces, des finitions de surface < Ra 0,2 µm.
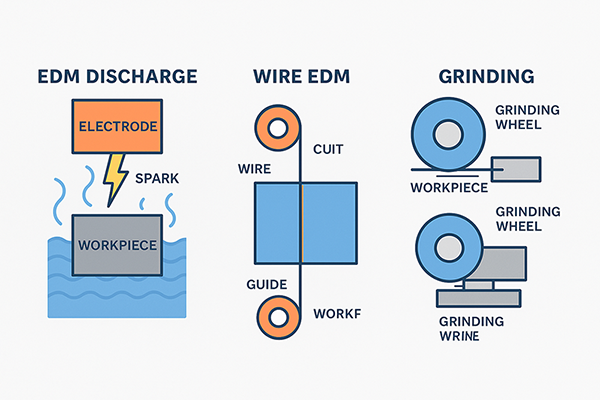
SYM EDM Décharge miroir (EDM fin)
Également connu sous le nom d'"électroérosion à effet miroir", ce procédé spécialisé enlève la matière avec une extrême précision grâce à l'érosion électrique par étincelles, ce qui est idéal pour les aciers à outils trempés. Précision : tolérance dimensionnelle de ± 0,001 mm, finition de surface jusqu'à Ra 0,1 µm (qualité miroir). Utilisation typique pour certains inserts de moules, l'outillage médical ou optique, les microcavités et les angles à faible rayon.
SYM Coupe lente du fil
Contrairement à l'électroérosion traditionnelle, l'électroérosion à fil lent utilise un fil fin en laiton ou en tungstène à des vitesses contrôlées pour produire des coupes exceptionnellement précises dans des matériaux durs. La précision atteint ±0,001 mm ou mieux dans la géométrie de coupe du fil, une excellente rectitude et un bon équerrage. Normalement utilisé pour les profils à parois minces, les poinçons et les matrices de précision.
Conclusion
L'usinage à tolérance serrée (+0,001 mm) est au cœur des industries où la précision est importante. Il nécessite une connaissance approfondie des matériaux, des machines et des facteurs environnementaux. Bien que difficile et coûteux, les résultats sont inégalés en termes de fiabilité et de performance. Choisir un partenaire comme SYM Precision Machining signifie confier vos pièces critiques à des experts qui vivent et respirent la précision.

