
En la fabricación moderna, la precisión no es sólo una ventaja, sino una necesidad. Cuando las tolerancias alcanzan niveles extremos, como ±0,001 mm (1 micra)Sin embargo, sólo unos pocos sectores, materiales y tecnologías de mecanizado avanzadas pueden satisfacer la demanda. Esta guía explora mecanizado de tolerancia ultraestrechaincluyendo: Industrias clave, Mejores materiales ,Dimensiones alcanzables, Procesos de mecanizado de alta precisión. Descubra cómo la fabricación de vanguardia consigue una precisión casi perfecta y dónde se aplica en los sectores aeroespacial, médico, óptico, etc.
¿Qué es el mecanizado de tolerancia ultraestrecha?
La tolerancia en el mecanizado define cuánto puede variar una dimensión específica. A ±0,001 mm tolerancia significa que el componente debe fabricarse con una precisión de 1 micra -una milésima de milímetro- por encima o por debajo de la dimensión nominal.
Estas tolerancias son bastante más estrictas que las normas habituales del sector:
- Mecanizado CNC general: ±0,1 mm
- Mecanizado CNC de precisión: ±0,01 mm
- Ultraprecisión: ±0,001 mm o inferior
Este nivel de precisión suele encontrarse en sistemas de alto rendimiento en los que incluso desviaciones microscópicas pueden provocar pérdidas de rendimiento, riesgos para la seguridad o fallos del sistema.
Industrias que exigen mecanizado con tolerancias ultraestrechas
No todas las aplicaciones requieren tolerancias tan estrictas. El mecanizado de tolerancia ultraestrecha suele reservarse para componentes de misión crítica en los que la precisión no es negociable.
Fabricación de moldes de precisión
- Los moldes de alto rendimiento para semiconductores, óptica y moldeo por inyección médica requieren una geometría impecable.
- El ajuste del inserto, el detalle de la cavidad y el acabado de la superficie deben controlarse estrictamente para evitar que se produzcan rebabas o alabeos durante el moldeo.
Fabricación de productos sanitarios
- Los implantes quirúrgicos, las endoprótesis y los dispositivos de diagnóstico necesitan una precisión micrométrica para integrarse perfectamente en la anatomía y la función humanas.
- Componentes aeroespaciales, piezas de motores a reacción, mecanismos de satélites y sistemas ópticos de exploración espacial exigen estabilidad dimensional en condiciones extremas.
Relojería y micromecánica
- Los engranajes y ejes microscópicos de los relojes de lujo requieren una precisión extrema para conseguir un movimiento suave y duradero.
Equipos de metrología y calibres
- Los aparatos que miden otros componentes deben ser más precisos que las piezas que inspeccionan.
Dimensiones capaces de alcanzar una precisión micrométrica
No todas las características requieren ±0,001 mm al diseñar piezas de precisiónSin embargo, es un error suponer que todas las dimensiones deben mantenerse con la tolerancia más estricta posible. En realidad, las tolerancias ultraestrechas, como ±0,001 mm, sólo son necesarias para características específicas de función crítica. Un exceso de tolerancia puede aumentar drásticamente los costes, ralentizar la producción e introducir riesgos innecesarios sin mejorar el rendimiento.
La precisión es cuestión de propósito, no de perfección
La ultraprecisión debe aplicarse estratégicamente a las dimensiones que repercuten directamente:
- Ajuste entre piezas
- Alineación funcional
- Movimiento mecánico
- Precisión óptica o de estanqueidad
El diseño de la tolerancia siempre debe reflejar la función real de la característica, no una búsqueda arbitraria de la perfección.
Características comunes que requieren tolerancias muy estrictas
| Tipo de función | Por qué es importante la precisión | Tolerancias comunes |
| Ejes y taladros | Garantizar el ajuste por interferencia o deslizamiento | ±0,001 mm a ±0,003 mm |
| Localización de orificios/pernos | Alineación precisa de las piezas durante el montaje | ±0,001mm posición verdadera |
| Superficies de contacto | Evitar fugas de aire o fluidos | Planitud < 0,002 mm |
| Cavidades de precisión | Crítico para el moldeo o la calidad óptica | ±0,001 mm en la geometría |
| Monturas ópticas | Mantener la concentración y la claridad | Angular ±0,01 |
| Profundidad de los escalones o salientes | Asentamiento o sellado de componentes | ±0,002 mm en profundidad |
Estas características suelen aparecer en moldes de precisión, herramientas de metrología, ensamblajes aeroespaciales, dispositivos médicos y sistemas ópticos.
Características que rara vez necesitan tolerancias muy estrictas
Muchas características no críticas pueden mecanizarse con tolerancias generales (±0,05 mm o menos) sin que ello afecte a la funcionalidad:
- Dimensiones externas que no interactúan directamente con otras piezas
- Superficies sólo estéticas o estructurales
- Orificios libres o soportes de montaje ligeros
- Profundidades de cavidad sin restricción funcional
- Caras sin contacto en carcasas o bastidores de soporte
Ejemplo real: Diferenciación de tolerancias en un inserto de molde
| Característica | Propósito | Tolerancia típica |
| Agujero del pasador guía | Alineación crítica | ±0,001 mm (ajuste H7) |
| Superficie de la línea de separación | Junta sin rebabas | Planitud < 0,002 mm |
| Puerto del canal de refrigeración | Ajuste holgado para tubos | ±0,1 mm |
| Insertar perímetro | Encaje en la base del molde | ±0,01 mm |
| Receso de etiquetas | Sólo cosmética | ±0,05 mm |
Este enfoque selectivo ayuda a optimizar los costes, mantener la funcionalidad y reducir la complejidad del mecanizado.
El riesgo de sobredimensionar las tolerancias
La aplicación universal de tolerancias estrictas conlleva graves inconvenientes:
- Mayor coste debido a los avances lentos, las herramientas finas y la inspección adicional.
- Mayores tasas de rechazo de variación menor
- Plazos de entrega más largos para repasos y acabados secundarios
- Desgaste de herramientas y chatarra aumenta drásticamente
Buenas prácticas para el diseño de tolerancias de precisión
- Utilice GD&T definir claramente la forma, la orientación y la posición cuando sea funcionalmente necesario.
- Centrarse en interfaces de montaje-Las tolerancias deben garantizar que las piezas se alineen, encajen y sellen correctamente.
- Consulte con su socio de mecanizado para determinar capacidades de proceso antes de finalizar las tolerancias.
- Evite apilar tolerancias estrechas a menos que sea absolutamente necesario.
- Comunicar zonas de tolerancia en dibujos técnicos con claridad.
Reflexión final: Diseño funcional, fabricación eficiente
La ultraprecisión es una herramienta específica, no una norma universal. Sólo las dimensiones específicas ligadas a función o relaciones de apareamiento debe soportar la carga de tolerancias de ±0,001 mm. Una pieza bien diseñada utiliza la precisión sólo donde afecta al rendimiento, lo que permite a fabricantes como SYM Mecanizado de precisión para suministrar componentes de alta precisión de forma eficaz y rentable.
Consejos para diseñar con precisión
- Utilice GD&T (Geometric Dimensioning & Tolerancing) para definir sólo las restricciones críticas de forma/posición.
- Comunique la función de cada característica a su maquinista: el contexto ayuda a priorizar.
- Evite las tolerancias generales en los planos; utilice tolerancias generales para las dimensiones no críticas.
- Colaborar con los ingenieros de fabricación desde el principio para alinear las expectativas y las capacidades del proceso.
¿Por qué es importante el diseño de tolerancia selectiva?
| Zona | Sin diseño de precisión | Con tolerancia selectiva |
| Coste | Gran cantidad de herramientas y desechos | Menor coste de producción |
| Plazos de entrega | Largo (varias repeticiones) | Optimizado |
| Calidad | Alto índice de rechazo | Producción estable y constante |
| Montaje | Demasiado rígido o complejo | Eficaz y funcional |
Resultado: La asignación inteligente de tolerancias equilibra la función, la fabricabilidad y el coste.
Metales frente a plásticos: ¿Qué es mejor para la alta precisión?
Cuando se trata de tolerancias ultra estrictas como ±0,001 mmlos metales son casi siempre la opción preferida. Los plásticos, aunque útiles en muchas industrias, presentan importantes limitaciones que los hacen inadecuados para el mecanizado de ultraprecisión.
Los mejores materiales para el mecanizado de ultraprecisión
| Material | Principales ventajas | Aplicaciones |
| Aceros para herramientas (D2, H13, S7) | Duro, estable, resistente al desgaste | Moldes de precisión, matrices |
| Acero inoxidable (303, 316) | Resistente a la corrosión | Implantes médicos, instrumentos quirúrgicos |
| Titanio | Ligero, biocompatible | Aeroespacial, médica |
| Carburo | Extremadamente duro, resistente al desgaste | Herramientas de corte, calibres |
| Aluminio (7075, 6061) | Ligero, buena maquinabilidad | Carcasas aeroespaciales |
¿Por qué las piezas mecanizadas de plástico tienen problemas con las tolerancias de ±0,001 mm?
Mientras que los plásticos de alto rendimiento, como POM (Delrin), PEEKy PTFE suelen mecanizarse para componentes de precisión, rara vez cumplen las normas ultra estrictas de ±0,001 mm debido a varias limitaciones inherentes a los materiales:
| Edición | Resultado |
| Elevada dilatación térmica | Desviación dimensional durante el mecanizado o el almacenamiento |
| Baja rigidez | Desviación, vibración, cortes incoherentes |
| Absorción de humedad | Cambios de tamaño tras el mecanizado |
| Mal acabado superficial | Opciones de acabado limitadas, menor precisión |
| Cuestiones de metrología | Difícil de medir de forma fiable |
Mecanizado con tolerancia ultraestrecha: Técnicas y comparación de máquinas
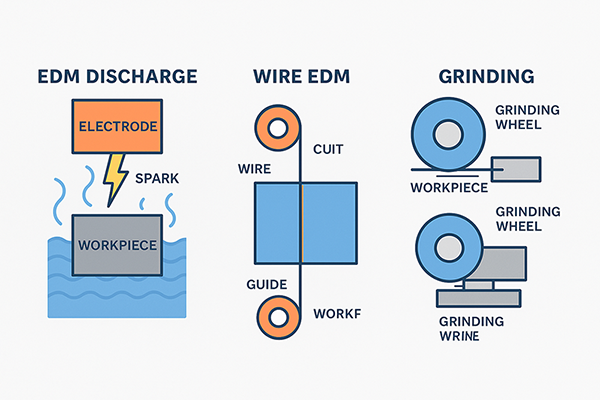
Para lograr una precisión micrométrica (±0,001 mm o menor) se requieren técnicas de mecanizado avanzadas. Cada método tiene sus ventajas en función del material, la geometría y los requisitos de tolerancia. A continuación, comparamos Torneado CNC, fresado CNC, electroerosión (EDM), corte por hilo y rectificado para aplicaciones con tolerancias estrechas. ¿Qué método es mejor para tolerancias estrechas?
| Proceso | Mejor tolerancia | Lo mejor para | Limitaciones materiales |
| Torneado CNC | ±0,002 mm | Piezas giratorias | Geometrías limitadas |
| Fresado CNC | ±0,005 mm | Formas 3D complejas | Un poco menos preciso |
| EDM | ±0,002 mm | Metales duros, detalles intrincados | Sólo conductor |
| Electroerosión por hilo | ±0,001 mm | Cortes 2D de precisión | Sólo conductor |
| Rectificado | ±0,0005 mm | Acabados ultrafinos | Principalmente metales |
Cada método tiene sus ventajas y desventajas en cuanto a velocidad, coste y compatibilidad de materiales. La elección del proceso adecuado depende de la geometría de la pieza, el material y las tolerancias requeridas. En SYM Mecanizado de precisiónLas tolerancias ultraestrechas son posibles gracias a procesos no tradicionales de alta precisiónde precisión, incluidos el rectificado de precisión, la electroerosión y el corte lento por hilo.
SYM Rectificado de precisión (rectificado de superficies, cilíndrico y de plantillas)
El rectificado es la norma de oro para la estabilidad dimensional y las superficies ultralisas. SYM utiliza máquinas de alta rigidez con muelas de grano fino y control de bucle cerrado. El rectificado de diámetros exteriores e interiores ajustados alcanza ±0,001 mm o más en características cortas, planitud y paralelismo < 1 µm en áreas pequeñas, acabados superficiales < Ra 0,2 µm.
SYM EDM Descarga de espejos (electroerosión fina)
También conocido como "EDM de acabado espejo", este proceso especializado elimina material con extrema precisión mediante erosión por chispa eléctrica, ideal para aceros para herramientas endurecidos. Precisión±0,001 mm de tolerancia dimensional, acabado superficial de hasta Ra 0,1 µm (calidad espejo). Uso típico para algunos insertos de moldes, utillaje médico u óptico, microcavidades y esquinas de radio estrecho.
SYM Corte de hilo lento
A diferencia de la electroerosión tradicional, la electroerosión lenta por hilo utiliza hilo fino de latón o tungsteno a velocidades controladas para producir cortes excepcionalmente precisos en materiales duros. La precisión alcanza ±0,001 mm o más en la geometría de corte del hilo, así como una excelente rectitud y escuadrado. Normalmente se utiliza para perfiles de pared delgada, punzones de precisión y matrices.
Conclusión
El mecanizado de tolerancias estrechas (+0,001 mm) está en el corazón de las industrias en las que la precisión es importante. Requiere un profundo conocimiento de los materiales, las máquinas y los factores medioambientales. Aunque es difícil y costoso, los resultados son incomparables en cuanto a fiabilidad y rendimiento. Elegir un socio como SYM Mecanizado de precisión significa confiar sus piezas críticas a expertos que viven y respiran precisión.

