
El cincado es uno de los métodos de acabado más utilizados en la industria del mecanizado y la metalurgia. Protege las superficies metálicas de la oxidación, mejora el aspecto y favorece el rendimiento a largo plazo. Pero el cincado también plantea un grave problema: el grosor desigual del revestimiento. Cuando la capa de zinc es demasiado gruesa en algunas zonas y demasiado fina en otras, la pieza acabada puede no cumplir los requisitos de tolerancia. Esto puede causar problemas de montaje, mayores tasas de rechazo y costes adicionales de acabado.
Esta guía explica por qué se producen espesores desiguales de zincado y cómo resolverlos utilizando métodos de ingeniería, metalizado y diseño de eficacia probada. Escrita de forma clara y práctica, ayuda a maquinistas, ingenieros de galvanizado, compradores y jefes de proyecto a entender cómo controlar los cambios de dimensión en las piezas zincadas.
Clasificación del galvanizado
El zincado, a menudo denominado galvanización, es un proceso de aplicación de un revestimiento protector de zinc a superficies de acero o hierro. Aunque existen variaciones en el aspecto y las propiedades de las superficies zincadas, normalmente se clasifican en diferentes tipos en función del tratamiento o pasivado específico aplicado. Estos son los tipos más comunes de zincado:
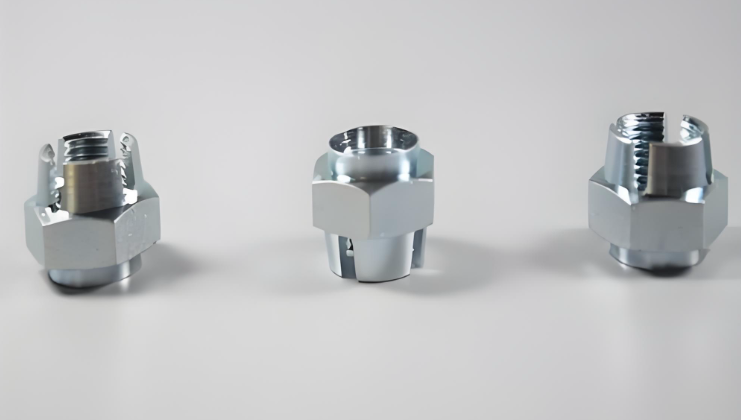
Cincado transparente
El cincado incoloro proporciona un acabado brillante de color gris plateado a la superficie revestida, que se asemeja al color natural del zinc. Se utiliza principalmente por sus propiedades de resistencia a la corrosión, y es adecuado para una amplia gama de aplicaciones.
Cincado azul
El zincado azul implica el mismo revestimiento de zinc que el zincado transparente, pero incluye un paso de pasivación que añade una capa protectora teñida de azul sobre el zinc. Esta pasivación mejora tanto la resistencia a la corrosión como la estética.
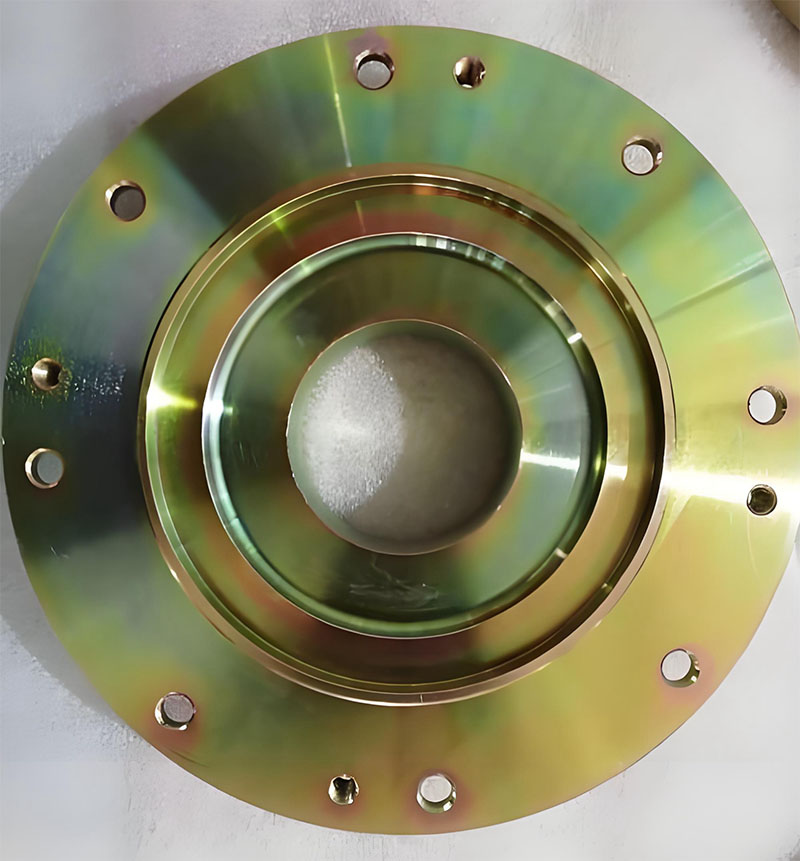
Cincado de colores
El cincado de colores se consigue aplicando tratamientos especializados de pasivación sobre el revestimiento de cinc. Este proceso puede dar lugar a una gama de colores, como dorado, verde, rojo y azul. Estos acabados de color se utilizan a menudo con fines decorativos o estéticos.
Cincado negro
El cincado negro implica un tratamiento de pasivación que crea un acabado negro en la superficie cincada. Se utiliza para aplicaciones en las que se desea un aspecto negro y elegante, como en la industria del automóvil.

¿Por qué es importante el espesor del cincado?
El cincado puede parecer sencillo, pero es un proceso técnico. Cuando se realiza correctamente, el revestimiento protege el metal base actuando como barrera resistente a la corrosión y capa de sacrificio. La mayoría de las especificaciones de galvanizado exigen un espesor de revestimiento de entre 5-25 micras en función del entorno, la carga y el uso de la pieza.
Sin embargo, el grosor del revestimiento afecta directamente a la precisión dimensional. Incluso un Aumento de 10-15 micras puede hacer que un eje se atasque o interfiera en el ajuste de un agujero. Cuando el grosor es desigual, el error dimensional se vuelve impredecible. En el caso de piezas con tolerancias estrechas, esto puede provocar:
- Desalineación del montaje
- Mayor fricción o agarrotamiento
- Interferencia del hilo
- Mayores tasas de defectos
- Repasos o desmontajes adicionales
- Aumento del coste del producto
Por tanto, controlar el espesor del cincado es esencial tanto para la calidad como para el rendimiento.
¿Cuáles son las causas de un espesor desigual del cincado?
El cincado es un proceso electroquímico. Los iones metálicos se desplazan del baño de galvanizado a la superficie de la pieza bajo la corriente eléctrica. Cualquier factor que modifique el flujo eléctrico, la química de la superficie o el ángulo de inmersión modificará el espesor final del revestimiento. A continuación se indican las causas más comunes.
1. Geometría de la pieza
La forma de la pieza es lo que más influye en el espesor del revestimiento.
- Esquinas y bordes afilados atraen más corriente, produciendo un chapado más grueso.
- Agujeros o huecos profundos reciben menos corriente, produciendo un chapado más fino.
- Hilos a menudo se platean de forma desigual, con picos más gruesos que los valles.
- Cavidades internas complejas causan sombras, reduciendo la deposición.
Naturalmente, el zinc se deposita más fácilmente en las zonas de "alta corriente".
2. Mala preparación de la superficie
Si la superficie no se limpia correctamente antes del revestimiento, aumenta la variación del espesor.
Los problemas más comunes son:
- Residuos de aceite o refrigerante
- Capas de óxido
- Huellas dactilares
- Polvo de desbarbado
- Decapado inconsistente
Las zonas contaminadas se resisten a la adherencia y absorben menos metalizado, lo que da lugar a puntos finos.
3. Corriente eléctrica incoherente
La densidad de corriente controla directamente la velocidad de metalizado. Una corriente desigual puede deberse a:
- Mal contacto o elementos sueltos
- Colocación incorrecta del ánodo
- Ánodos viejos o dañados
- Bastidores de revestimiento sobrecargados
- Ajustes de tensión inadecuados
Si algunas zonas reciben más corriente, se platean más rápido.
4. Problemas de química del baño
La composición química del baño de revestimiento debe mantenerse dentro de unos estrechos límites. Los problemas incluyen:
- Baja concentración de iones metálicos
- Exceso de abrillantadores
- Contaminantes como el cobre o el hierro
- Niveles de pH incorrectos
El desequilibrio químico afecta a la velocidad de deposición y a la uniformidad.
5. Problemas de flujo y agitación
El baño de metalizado debe hacer circular los iones metálicos uniformemente. Una agitación deficiente puede causar:
- Chapado fino en zonas de bajo caudal
- Bolsillos estancados
- Exceso de espesor en zonas de alto flujo cerca de los ánodos
- Una agitación adecuada es esencial para obtener un espesor uniforme.
6. Estanterías abarrotadas
Cuando se cuelgan demasiadas piezas juntas, se bloquean unas a otras. Esto reduce el chapado en las zonas "en sombra".
7. Mala fijación y orientación
Si las piezas se cuelgan en un ángulo incorrecto, la distribución del chapado cambia. Incluso pequeños ajustes pueden crear diferencias importantes.
¿Cómo afecta el cincado a las dimensiones de las piezas?
El espesor del cincado suele medirse en micras, pero incluso pequeños cambios pueden afectar al rendimiento.
- 5 micras = 0,0002 pulgadas
- 10 micras = 0,0004 pulgadas
- 25 micras = 0,001 pulgadas
Es importante destacar que un revestimiento añade grosor a ambos lados de una superficie.
Ejemplo: Un diámetro aumenta en 2x el recubrimiento.
Si un eje recibe 10 micras de chapado:
- Superficie única: +10 micras
- Diámetro: +20 micras
Por ello, el control dimensional es esencial para ejes, orificios, roscas, componentes deslizantes y piezas de acoplamiento.
Estrategias para optimizar la uniformidad del espesor del cincado
Conseguir un zincado uniforme y de alta calidad requiere un enfoque sistemático en tres dimensiones clave: diseño del producto, ingeniería del proceso y control de calidad.
1. Optimizar el diseño y la planificación previa de las piezas
Muchos problemas de uniformidad de espesor tienen su origen en la geometría de la pieza. La optimización proactiva del diseño puede mejorar sustancialmente los resultados del metalizado.
- Optimización geométrica:Añada radios o chaflanes a los bordes afilados para reducir la densidad de corriente y la acumulación excesivas. Prefiera los orificios pasantes a los orificios ciegos profundos para mejorar el flujo de la solución y la deposición de metal. Diseñe aberturas en cavidades grandes para mejorar la distribución de la corriente y el acceso a los bastidores.
- Tolerancias y comunicación:Mecanice las roscas exteriores ligeramente por debajo de su tamaño para tener en cuenta la acumulación de revestimiento. Considere tolerancias ligeramente relajadas durante el diseño y especifique rangos exactos de espesor de revestimiento (por ejemplo, "8-12 micras") para dimensiones críticas, evitando términos vagos como "cincado estándar". Póngase en contacto con su proveedor de revestimientos en las primeras fases del diseño.
2. Mejorar el control de procesos y baños
Un proceso estable y bien controlado es fundamental para una deposición uniforme, que abarque la limpieza, las estanterías, la gestión de la corriente y la química del baño.
- Pretratamiento y limpieza:Ejecute un ciclo completo de pretratamiento -que incluye desengrasado, limpieza alcalina, activación ácida y aclarado controlado- para garantizar una superficie limpia, activa y libre de óxido para una deposición consistente.
- Configuración de estanterías y ánodos:Utilice bastidores limpios y conductores con una presión de clip segura y una colocación simétrica de las piezas para conseguir una distribución equilibrada de la corriente. Utilice ánodos conformados o auxiliares para formas complejas y apantalle las zonas de alta corriente para mejorar la cobertura en los huecos.
- Parámetros y gestión del baño:Para piezas complejas, utilice una densidad de corriente menor durante un tiempo más prolongado para obtener una mayor uniformidad. Controlar y ajustar regularmente el pH del baño, los niveles de impurezas metálicas y las concentraciones de aditivos. Mantenga la homogeneidad de la solución con agitación mecánica, pulverización de aire o filtración por bomba.
3. Aplicar la verificación y el postprocesamiento
Las mediciones precisas y las acciones correctivas forman un bucle cerrado crítico para garantizar que las piezas cumplen las especificaciones finales.
- Medición del espesor y SPC:Utilice métodos no destructivos como la fluorescencia de rayos X (XRF) y los medidores magnéticos para realizar comprobaciones rápidas, con el apoyo del control estadístico de procesos (SPC) para el análisis de tendencias. Utilice la microscopía de sección transversal para realizar análisis destructivos detallados cuando sea necesario.
- Corrección posterior a la placa:Aplique un pulido ligero o un esmerilado automático para pequeñas desviaciones de espesor. Decapar y volver a chapar sólo en caso de disconformidades importantes. Utilice enmascaramiento (cinta, tapones o laca) para evitar el metalizado en zonas específicas.
Consejos de diseño para obtener mejores resultados en cincado
Lista de comprobación para la solución de problemas de cincado desigual
A continuación encontrará una guía de referencia rápida para identificar y solucionar problemas.
| Edición | Causa probable | Solución |
| Bordes gruesos | Alta densidad de corriente | Añadir escudos, bajar la corriente |
| Huecos finos | Mala colocación del ánodo | Añadir ánodos auxiliares |
| Puntos finos aleatorios | Limpieza deficiente | Mejorar el pretratamiento |
| Variación entre depósitos | Desequilibrio químico | Pruebas y ajustes químicos |
| Grueso cerca de los ánodos | Demasiada corriente local | Aumentar el espaciado |
| Superficies internas finas | Caudal o agitación bajos | Mejorar la circulación |
| Revestimiento excesivo | Tiempo o corriente demasiado altos | Reducir parámetros |
Conclusiones: Conseguir un espesor de cincado uniforme y preciso
El espesor desigual del zincado es un problema común en la industria del mecanizado y la fabricación, pero es totalmente manejable con los conocimientos de ingeniería y el control de procesos adecuados. Conociendo las causas -como la geometría, la distribución de la corriente y la química del baño- y aplicando soluciones como una mejor fijación, enmascaramiento, agitación y prácticas de diseño cuidadosas, puede garantizar un espesor predecible y una precisión dimensional estable.
Controlar el espesor del revestimiento no sólo reduce la chatarra y los costes, sino que también mejora el rendimiento del producto y la fiabilidad a largo plazo. Con el enfoque correcto, el zincado se convierte en una potente herramienta que ofrece protección contra la corrosión sin comprometer la precisión.
El espesor del niquelado puede variar en función de la aplicación y los requisitos específicos. Además, el grosor puede controlarse fácilmente, lo que introduciremos en nuestro Artículo siguiente.
Artículos relacionados:
El dilema del acabado negro | Óxido frente a anodizado
Más que un simple acabado negro: La ingeniería detrás del recubrimiento DLC

