
Die Verzinkung ist eine der am häufigsten verwendeten Veredelungsmethoden in der maschinellen und metallverarbeitenden Industrie. Es schützt Metalloberflächen vor Rost, verbessert das Aussehen und unterstützt die langfristige Leistungsfähigkeit. Die Verzinkung birgt jedoch auch ein ernsthaftes Problem: eine ungleichmäßige Schichtdicke. Wenn die Zinkschicht in einigen Bereichen zu dick und in anderen zu dünn ist, erfüllt das fertige Teil möglicherweise nicht die Toleranzanforderungen. Dies kann zu Montageproblemen, höheren Ausschussraten und zusätzlichen Kosten für die Endbearbeitung führen.
Dieser Leitfaden erklärt, warum ungleichmäßige Zinkschichtdicken auftreten und wie man sie mit bewährten technischen, galvanischen und konstruktiven Methoden beheben kann. Es ist klar und praktisch geschrieben und hilft Maschinenbauern, Beschichtungsingenieuren, Einkäufern und Projektmanagern zu verstehen, wie man Maßänderungen bei verzinkten Teilen kontrolliert.
Verzinkung Klassifizierung
Bei der Verzinkung, die oft auch als Galvanisierung bezeichnet wird, wird eine schützende Zinkschicht auf Stahl- oder Eisenoberflächen aufgebracht. Obwohl es Unterschiede im Aussehen und in den Eigenschaften von verzinkten Oberflächen gibt, werden sie in der Regel in verschiedene Typen eingeteilt, die auf der spezifischen Behandlung oder Passivierung basieren. Hier sind die gängigen Arten der Verzinkung:
Klarverzinkung
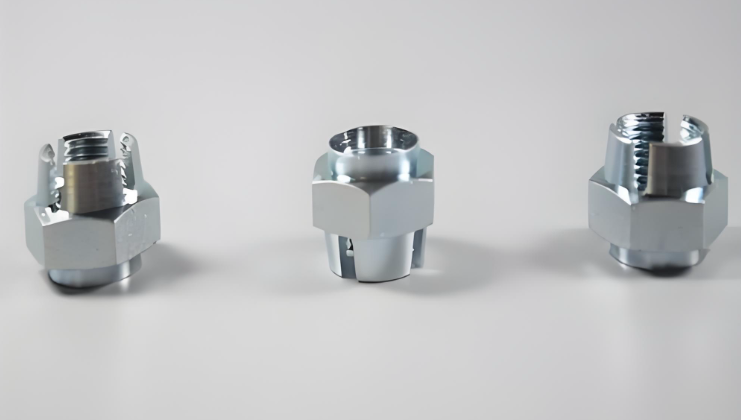
Klarer Zinküberzug verleiht der beschichteten Oberfläche eine helle, silbergraue Oberfläche, die der natürlichen Farbe von Zink ähnelt. Es wird vor allem wegen seiner korrosionsbeständigen Eigenschaften verwendet und ist für eine Vielzahl von Anwendungen geeignet.
Blaue Verzinkung
Bei der Blauzinkbeschichtung handelt es sich um dieselbe Zinkbeschichtung wie bei der Klarverzinkung, allerdings wird in einem weiteren Schritt eine blau gefärbte Schutzschicht auf das Zink aufgebracht. Diese Passivierung verbessert sowohl die Korrosionsbeständigkeit als auch die Ästhetik.
Bunte Verzinkung
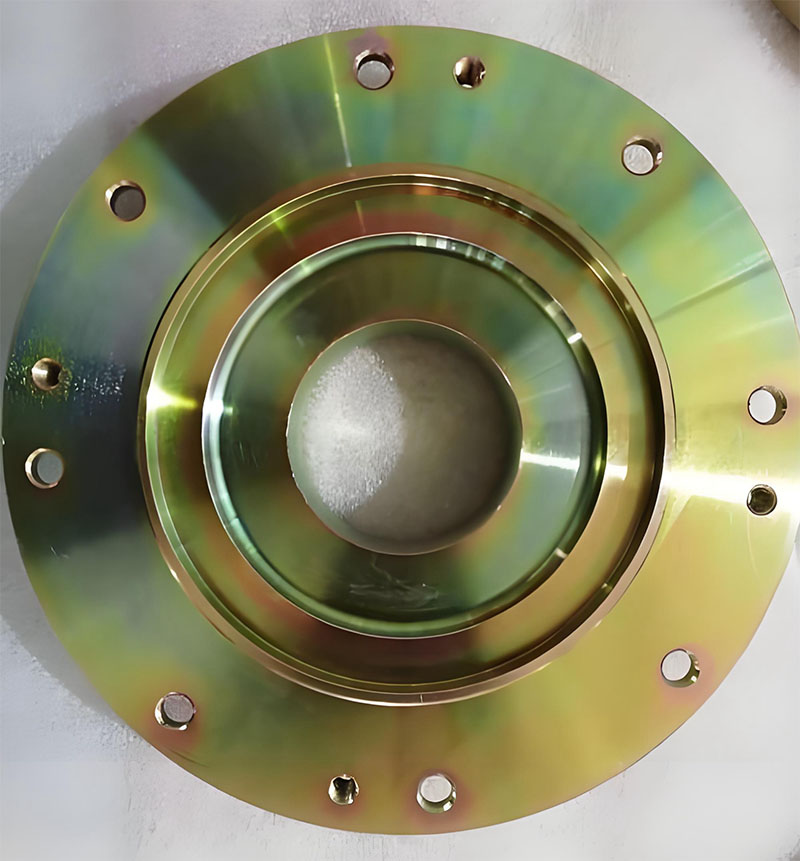
Die farbige Verzinkung wird durch spezielle Passivierungsbehandlungen der Zinkschicht erreicht. Dieses Verfahren kann zu einer Reihe von Farben führen, darunter Gold, Grün, Rot und Blau. Diese farbigen Oberflächen werden häufig für dekorative oder ästhetische Zwecke verwendet.
Schwarzer Zinküberzug
Bei der Schwarzverzinkung handelt es sich um eine Passivierungsbehandlung, die eine schwarze Oberfläche auf der verzinkten Fläche erzeugt. Dies wird für Anwendungen verwendet, bei denen ein glattes, schwarzes Aussehen erwünscht ist, wie z. B. in der Automobilbranche.

Warum ist die Dicke der Verzinkung wichtig?
Die Verzinkung mag einfach aussehen, ist aber ein technisches Verfahren. Bei korrekter Ausführung schützt die Beschichtung das Grundmetall, indem sie als korrosionsbeständige Barriere und Opferschicht wirkt. Die meisten Beschichtungsspezifikationen erfordern eine Schichtdicke zwischen 5-25 Mikrometer je nach Umgebung, Belastung und Verwendung des Teils.
Die Schichtdicke wirkt sich jedoch direkt auf die Maßhaltigkeit aus. Selbst eine 10-15 Mikron Anstieg kann dazu führen, dass eine Welle klemmt oder die Passung einer Bohrung beeinträchtigt wird. Wenn die Dicke ungleichmäßig ist, wird der Maßfehler unvorhersehbar. Bei Teilen mit engen Toleranzen kann dies dazu führen:
- Fehlausrichtung der Montage
- Erhöhte Reibung oder Bindung
- Gewindeeingriff
- Höhere Fehlerquoten
- Zusätzliche Nacharbeit oder Abisolierung
- Höhere Produktkosten
Die Kontrolle der Zinkschichtdicke ist daher sowohl für die Qualität als auch für die Leistung von entscheidender Bedeutung.
Was verursacht eine ungleichmäßige Verzinkungsdicke?
Die Verzinkung ist ein elektrochemischer Prozess. Metallionen bewegen sich unter elektrischem Strom vom Beschichtungsbad zur Oberfläche des Teils. Jeder Faktor, der den elektrischen Fluss, die Oberflächenchemie oder den Eintauchwinkel verändert, führt zu einer Veränderung der endgültigen Schichtdicke. Nachstehend sind die häufigsten Ursachen aufgeführt.
1. Geometrie des Teils
Die Form der Teile hat den stärksten Einfluss auf die Schichtdicke.
- Scharfe Ecken und Kanten mehr Strom anziehen, was zu einer dickeren Beschichtung führt.
- Tiefe Löcher oder Vertiefungen weniger Strom erhalten, was zu einer dünneren Beschichtung führt.
- Fäden oft ungleichmäßig plattieren, wobei die Spitzen dicker sind als die Täler.
- Komplexe innere Hohlräume zu Abschattungen führen und die Ablagerung verringern.
Zink lagert sich naturgemäß leichter an "stromstarken" Stellen ab.
2. Schlechte Oberflächenvorbereitung
Wenn die Oberfläche vor dem Beschichten nicht richtig gereinigt wird, nehmen die Dickenschwankungen zu.
Zu den häufigsten Problemen gehören:
- Öl- oder Kühlmittelrückstände
- Oxidschichten
- Fingerabdrücke
- Entgratungsstaub
- Inkonsequente Beizung
Bereiche mit Verunreinigungen widerstehen der Adhäsion und nehmen weniger Plattierung auf, was zu dünnen Stellen führt.
3. Ungleichmäßiger elektrischer Strom
Die Stromdichte steuert direkt die Beschichtungsrate. Ungleichmäßiger Strom kann entstehen durch:
- Schlechter Kontakt oder lose Befestigungen
- Falsche Platzierung der Anode
- Alte oder beschädigte Anoden
- Überladene Galvanisierungsgestelle
- Falsche Spannungseinstellungen
Wenn einige Bereiche mehr Strom erhalten, plattieren sie schneller.
4. Badchemie-Probleme
Die chemische Zusammensetzung des Beschichtungsbades muss innerhalb enger Grenzen bleiben. Zu den Problemen gehören:
- Niedrige Metallionenkonzentration
- Übermäßiger Einsatz von Aufhellern
- Verunreinigungen wie Kupfer oder Eisen
- Falsche pH-Werte
Ein chemisches Ungleichgewicht beeinträchtigt die Geschwindigkeit und Gleichmäßigkeit der Abscheidung.
5. Probleme mit Strömung und Agitation
Das Galvanisierungsbad muss Metallionen gleichmäßig umwälzen. Schlechte Umwälzung kann zu:
- Dünne Beschichtung in Bereichen mit geringem Durchfluss
- Stagnierende Taschen
- Übermäßige Dicke in strömungsreichen Bereichen in der Nähe von Anoden
- Richtiges Rühren ist entscheidend für eine gleichmäßige Dicke.
6. Überfüllte Regale
Wenn zu viele Teile dicht nebeneinander aufgehängt werden, blockieren sie sich gegenseitig. Dadurch wird die Beschichtung in "schattigen" Bereichen reduziert.
7. Schlechte Fixierung und Orientierung
Wenn Teile im falschen Winkel aufgehängt werden, ändert sich die Verteilung der Beschichtung. Selbst kleine Anpassungen können zu großen Unterschieden führen.
Wie wirkt sich die Verzinkung auf die Abmessungen von Teilen aus?
Die Dicke der Verzinkung wird in der Regel in Mikrometern gemessen, aber selbst kleine Veränderungen können die Leistung beeinträchtigen.
- 5 Mikrometer = 0,0002 Zoll
- 10 Mikrometer = 0,0004 Zoll
- 25 Mikrometer = 0,001 Zoll
Wichtig ist, dass eine Beschichtung die Dicke erhöht zu beiden Seiten einer Oberfläche.
Beispiel: Ein Durchmesser erhöht sich um 2x die Beschichtung.
Wenn eine Welle mit 10 Mikrometern beschichtet wird:
- Einzelne Oberfläche: +10 Mikrometer
- Durchmesser: +20 Mikrometer
Aus diesem Grund ist die Maßkontrolle bei Wellen, Bohrungen, Gewinden, gleitenden Komponenten und Gegenstücken unerlässlich.
Strategien zur Optimierung der Gleichmäßigkeit der Verzinkungsschichtdicke
Um eine hochwertige und gleichmäßige Verzinkung zu erreichen, ist ein systematischer Ansatz in drei Schlüsselbereichen erforderlich: Produktdesign, Verfahrenstechnik und Qualitätskontrolle.
1. Optimieren der Teilekonstruktion und Vorplanung
Viele Probleme mit der Gleichmäßigkeit der Schichtdicke haben ihren Ursprung in der Teilegeometrie. Eine proaktive Designoptimierung kann die Beschichtungsergebnisse grundlegend verbessern.
- Geometrie-Optimierung:Fügen Sie Radien oder Fasen an scharfen Kanten hinzu, um übermäßige Stromdichte und -ablagerung zu reduzieren. Ziehen Sie Durchgangslöcher tiefen Sacklöchern vor, um den Lösungsfluss und die Metallabscheidung zu verbessern. Entwerfen Sie Öffnungen für große Hohlräume, um die Stromverteilung und den Zugang zu den Regalen zu verbessern.
- Toleranzen und Kommunikation:Bearbeiten Sie Außengewinde leicht unterdimensioniert, um den Aufbau der Beschichtung zu berücksichtigen. Berücksichtigen Sie bei der Konstruktion leicht gelockerte Toleranzen und geben Sie genaue Schichtdickenbereiche (z. B. "8-12 Mikrometer") für kritische Abmessungen an und vermeiden Sie vage Begriffe wie "Standardverzinkung". Setzen Sie sich schon früh in der Entwurfsphase mit Ihrem Beschichtungslieferanten in Verbindung.
2. Verbesserung der Prozess- und Badkontrolle
Ein stabiler und gut kontrollierter Prozess ist die Grundlage für eine gleichmäßige Abscheidung, einschließlich Reinigung, Gestell, Strommanagement und Badchemie.
- Vorbehandlung und Reinigung:Führen Sie einen vollständigen Vorbehandlungszyklus durch - einschließlich Entfettung, alkalischer Reinigung, Säureaktivierung und kontrollierter Spülung - um eine saubere, aktive und oxidfreie Oberfläche für eine gleichmäßige Abscheidung zu gewährleisten.
- Gestell- und Anodenkonfiguration:Verwenden Sie saubere, leitfähige Gestelle mit sicherem Klemmdruck und symmetrischer Teileplatzierung für eine ausgewogene Stromverteilung. Verwenden Sie angepasste oder Hilfsanoden für komplexe Formen und schirmen Sie Bereiche mit hoher Stromstärke ab, um die Abdeckung in Vertiefungen zu verbessern.
- Parameter und Badmanagement:Verwenden Sie bei komplexen Teilen eine niedrigere Stromdichte über einen längeren Zeitraum, um eine bessere Gleichmäßigkeit zu erreichen. Überwachen und korrigieren Sie regelmäßig den pH-Wert des Bades, den Gehalt an Metallverunreinigungen und die Konzentration der Zusatzstoffe. Halten Sie die Homogenität der Lösung durch mechanisches Rühren, Luftzufuhr oder Pumpenfiltration aufrecht.
3. Verifizierung und Nachbearbeitung umsetzen
Präzise Messungen und Korrekturmaßnahmen bilden einen kritischen Regelkreis, der sicherstellt, dass die Teile die endgültigen Spezifikationen erfüllen.
- Dickenmessung und SPC:Nutzen Sie zerstörungsfreie Methoden wie Röntgenfluoreszenz (XRF) und magnetische Messgeräte für schnelle Kontrollen, unterstützt durch statistische Prozesskontrolle (SPC) für Trendanalysen. Nutzen Sie bei Bedarf die Querschnittsmikroskopie für detaillierte, zerstörende Analysen.
- Post-Plate-Korrektur:Bei geringfügigen Dickenabweichungen leichtes Polieren oder automatisches Schleifen anwenden. Abisolieren und neu beschichten nur bei erheblichen Abweichungen. Verwenden Sie Abdeckungen (Klebeband, Stopfen oder Lack), um eine Beschichtung an bestimmten Stellen zu verhindern.
Design-Tipps für bessere Verzinkungsergebnisse
Checkliste zur Fehlersuche bei ungleichmäßiger Verzinkung
Im Folgenden finden Sie eine Kurzanleitung zum Erkennen und Beheben von Problemen.
| Ausgabe | Wahrscheinliche Ursache | Lösung |
| Starke Kanten | Hohe Stromdichte | Schilde hinzufügen, Strom senken |
| Dünne Aussparungen | Schlechte Platzierung der Anode | Hilfsanoden hinzufügen |
| Zufällige dünne Stellen | Schlechte Reinigung | Verbesserung der Vorbehandlung |
| Abweichung von Tank zu Tank | Chemisches Ungleichgewicht | Testen und Einstellen der Chemie |
| Dick in der Nähe von Anoden | Zu viel lokaler Strom | Abstände vergrößern |
| Dünne innere Oberflächen | Geringer Durchfluss oder Rühren | Verbesserung der Durchblutung |
| Überplattung | Zeit oder Strom zu hoch | Parameter verkleinern |
Schlussfolgerung: Erzielen einer gleichmäßigen, genauen Verzinkungsschichtdicke
Eine ungleichmäßige Zinkschichtdicke ist ein häufiges Problem in der Bearbeitungs- und Fertigungsindustrie, das jedoch mit dem richtigen technischen Wissen und der richtigen Prozesssteuerung durchaus beherrschbar ist. Wenn Sie die Ursachen - wie Geometrie, Stromverteilung und Badchemie - verstehen und Lösungen wie verbesserte Vorrichtungen, Abdeckungen, Rührwerke und sorgfältige Konstruktionsverfahren anwenden, können Sie eine vorhersehbare Schichtdicke und stabile Maßhaltigkeit gewährleisten.
Die Kontrolle der Schichtdicke reduziert nicht nur den Ausschuss und die Kosten, sondern verbessert auch die Produktleistung und die langfristige Zuverlässigkeit. Mit dem richtigen Ansatz wird die Verzinkung zu einem leistungsstarken Werkzeug, das Korrosionsschutz bietet, ohne die Präzision zu beeinträchtigen.
Die Dicke der Vernickelung kann je nach Anwendung und Anforderungen variieren. Außerdem kann die Dicke leicht kontrolliert werden, was wir in unserem nächster Artikel.
Verwandte Artikel:
Das Dilemma der schwarzen Oberfläche | Oxidieren vs. Eloxieren
Mehr als nur eine schwarze Oberfläche: Die Technik hinter der DLC-Beschichtung

