Einführung
In the world of manufacturing, few decisions carry as much financial weight as the choice of machining process and the specified surface finish. As illustrated by a simple yet telling example—where a smooth inner hole (Ra 0.8 via slow wire cutting) costs just $1 more per part than a rough one (Ra 1.6 via fast wire cutting)—a deep understanding of metal machining services is not merely technical; it’s economic. This dollar, multiplied across production runs, encapsulates the core challenge and opportunity in modern manufacturing: achieving the perfect balance between precision, performance, and price.
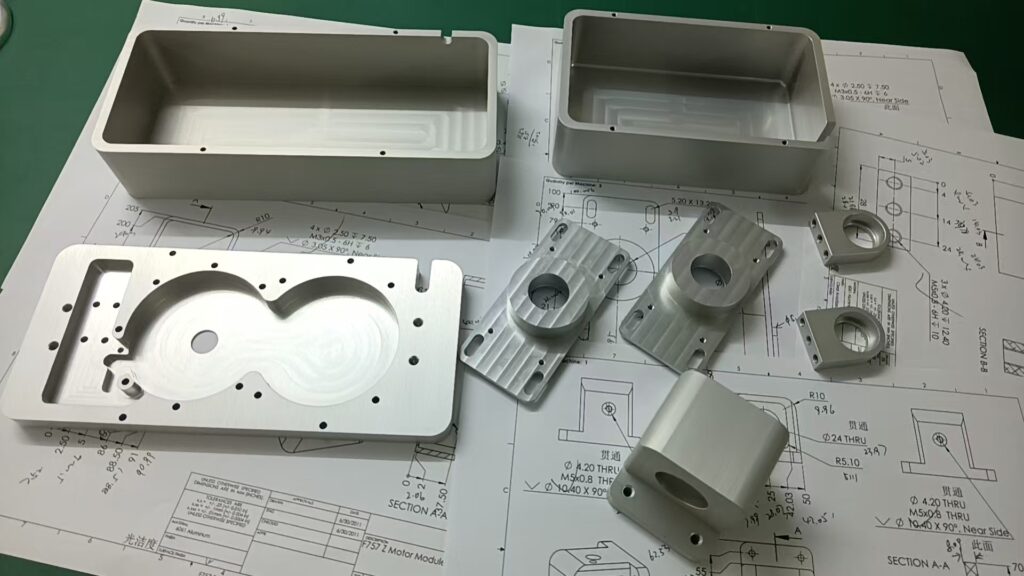
This comprehensive guide delves into the intricate ecosystem of metal machining precision parts, exploring how every specification on a drawing translates into cost. We will dissect the factors influencing metal machining cost, compare processes like metal milling service with turning and EDM, and highlight the critical role of metal prototype machining in validating design for manufacturability (DFM). Whether you’re an engineer finalizing a design, a procurement specialist sourcing components, or a business owner developing a new product, this blog will equip you with the knowledge to make informed, cost-effective decisions without compromising on quality.
The Language of Precision – Understanding Tolerances and Surface Finish
1. The Critical Link: Surface Roughness (Ra) and Cost
The opening example is a microcosm of a universal rule in metal machining services: increased precision demands increased investment. Surface roughness, measured in Ra (Arithmetic Average Roughness), is a quantifiable indicator of a part’s texture.
- Ra 1.6:Typical for fast wire Electrical Discharge Machining (EDM) or standard metal milling service. Visible machining marks, suitable for non-bearing surfaces, internal cavities, and parts where finish is not critical.
- Ra 0.8:Achieved via slow wire EDM, careful milling, or grinding. Smoother to the touch and sight, often required for sealing surfaces, sliding fits, and aesthetic components.
The $1 difference arises from:
- Machine Time:Slow wire EDM is precisely that—slower. The wire moves at a controlled pace for exceptional accuracy.
- Tooling & Wear:Achieving a finer finish may require specialized tools, slower feed rates, and more frequent tool changes.
- Secondary Operations:A Ra 0.8 might be achieved in one operation on a slow wire EDM, whereas a milled part might need a subsequent polishing or grinding step.
Key Takeaway: Always specify the minimum acceptable surface finish. Over-specifying, like demanding a Ra 0.4 where 1.6 is functionally adequate, is a direct and unnecessary contributor to inflated metal machining cost.

2. Geometric Dimensioning and Tolerancing (GD&T): The Blueprint for Cost
Beyond surface finish, GD&T is the formal language that defines a part’s function. A tolerance of ±0.005″ is vastly different—and less costly—than ±0.0005″.
- Standard Tolerances:Often referred to as “block tolerances” in a drawing’s title block (e.g., ±0.010″ for linear dimensions). These are typically achievable with standard CNC metal milling service or turning with minimal setup adjustment.
- Precision Tolerances:Tighter specs, such as ±0.001″ or less, or true positional tolerances. These demand:
- High-end CNC machines with superior thermal stability and calibration.
- Climate-controlled environments.
- Slower machining speeds and meticulous inspection (e.g., with Coordinate Measuring Machines – CMMs).
- More skilled machinists and programmers.
Specifying tolerances only where absolutely necessary for the part’s assembly and function is the single most effective DFM strategy for controlling the cost of metal machining precision parts.
The Arsenal of Processes – Choosing the Right Metal Machining Service
Not all parts are created equal, and neither are the processes to make them. Selecting the optimal metal machining service is paramount.
1. Metal Milling Service: The Workhorse of Versatility
CNC milling uses rotating cutting tools to remove material. It’s ideal for complex 3D contours, slots, pockets, and holes.
- Best For:Prismatic parts (blocks, plates), complex geometries, molds, and prototypes.
- Cost Drivers:Number of setups, complexity of toolpaths, tool accessibility, and required fixturing.
- Relation to Prototyping: Metal prototype machining heavily relies on milling for its speed and flexibility in translating a CAD model into a physical part for form, fit, and function testing.
2. CNC Turning: Master of the Round
Turning rotates the workpiece against a stationary cutting tool, perfect for creating cylindrical parts.
- Best For:Shafts, bolts, bushings, rollers, and any rotationally symmetric component.
- Cost Advantage: Often faster and more cost-effective than milling for “round” parts. Modern CNC lathes with live tooling (milling capability) can produce complex turned parts in one setup.
3. Electrical Discharge Machining (EDM): The Precision Sculptor
EDM, including the wire EDM from our example, uses electrical sparks to erode material. It is unaffected by material hardness.
- Drahterodieren:Cuts intricate profiles and holes through conductive materials with exceptional precision and no tooling pressure. The “fast vs. slow” wire distinction is a direct trade-off between speed and finish.
- Sinker EDM:Creates complex cavities, molds, and textured surfaces.
- Cost Context:EDM is generally slower and more expensive per hour than milling or turning, but it is indispensable for hard metals, delicate parts, and geometries impossible with traditional cutting tools.
4. The Supporting Cast: Grinding, Drilling, and Broaching
- Schleifen:Used to achieve the finest surface finishes (Ra < 0.4) and tightest tolerances on hardened metal machining precision parts.
- Bohren und Gewindeschneiden:For creating holes and threads. Deep or very small holes can increase cost significantly.
- Broaching:Efficient for creating specific internal shapes (like keyways) but requires expensive custom tooling, making it viable only for high volumes.
- Process Selection Rule: The simplest process that can consistently meet all specifications will yield the lowest metal machining cost.
The Prototype Phase – De-Risking Design Before Full Commitment
Metal prototype machining is not merely about making a single sample; it’s a risk mitigation and optimization phase.
1. The Iterative Path to Production
- Proof-of-Concept Prototype: May use different materials or looser tolerances to test basic mechanics.
- Form, Fit, and Function (FFF) Prototype: Made from the correct material with near-production processes to verify design.
- Pre-Production / Pilot Run: Uses the exact planned production method to validate the manufacturing process itself.
2. How Prototyping Directly Lowers Final Unit Cost
Investing in thorough metal prototype machining uncovers issues early, when they are cheap to fix. A change in a CAD file during prototyping costs virtually nothing. A change to a custom fixture, hardened mold, or ordered stock material during full production can be catastrophic to budget and timeline. Prototyping allows you to:
- Test the manufacturability of your design.
- Optimize tolerances and finishes based on real-world testing.
- Validate the chosen metal machining service(e.g., confirming a part can be milled effectively before ordering 10,000).
- Build confidence before the major financial outlay of production tooling.
The Anatomy of Cost – What You’re Really Paying For in Metal Machining
Understanding the breakdown of metal machining cost empowers you to ask the right questions and negotiate effectively.
1. The Five Pillars of Quotation
- Material Cost: Raw stock (bar, plate, block) cost and the percentage of it removed as waste (buy-to-fly ratio). Exotic alloys (titanium, Inconel) are inherently more expensive and harder to machine.
- Setup & Programming: One-time costs for creating CNC programs, designing/building fixtures, and the machine’s initial setup. This is why unit cost drops with volume. A complex metal milling service job may have high setup costs.
- Machine Time (Cycle Time): The core running cost, calculated per hour (machine rate). It encompasses depreciation, energy, labor, and overhead. Processes like slow wire EDM have a high hourly rate and longer cycle times.
- Tooling & Consumables: Cost of cutting tools, EDM wires, grinding wheels, and coolants. Hard materials consume tools faster.
- Finishing & Inspection: Deburring, surface treatments (anodizing, plating), and quality control. Tighter tolerances require more expensive inspection methods (CMM vs. calipers).
2. The Volume Equation: Prototype vs. Production
- Low Volume / Prototype: Cost is dominated by setup and programming. The focus is on flexibility and speed. Processes like 3D printing (for non-metals or certain metals) may be competitive for ultra-low volumes.
- High Volume Production: Cost is dominated by cycle time and material. The focus shifts to optimizing every second of machine time, often justifying investments in custom fixtures, dedicated tooling, and automated processes.

The Partnership Principle – Working with Your Machine Shop
The most sophisticated DFM knowledge is amplified by a strong partnership with your chosen metal machining services provider.
1. How to Get the Best Quote (and Result)
- Provide Perfect Data:A clean, fully-defined 3D CAD model (STEP, IGES) and a clear, non-conflicting 2D drawing with critical dimensions and tolerances called out.
- Communicate Function, Not Just Form:Tell the machinist what the part does. “This surface mates with a rubber seal” is more helpful than just specifying “Ra 0.8.” It allows them to suggest alternatives.
- Discuss Volume Upfront:Be transparent about your prototype needs and potential production forecasts. This allows the shop to recommend the most cost-effective path across your entire project lifecycle.
- Ask for DFM Feedback: A reputable shop will gladly review your drawings and suggest modifications to reduce metal machining cost without compromising function.
2. Questions to Ask Your Potential Supplier
- “What process do you recommend for this part, and why?”
- “Are there any features on this drawing that are particularly challenging or costly?”
- “Can you suggest tolerance or finish relaxations that would lower cost?”
- “Do you offer metal prototype machining services, and how do you transition to production?”
DFM Factors in Metal Part Drawings and Their Impact on Cost
A Guide for Engineers on How Design Choices Drive Machining Expenses
— Consider the requirements of surface finish, tolerance, and features.
| Factor to Consider in Drawing Design | Impact on Product Cost | Practical Tip / Reason |
| Surface Finish Specification (e.g., Ra value) |
Direct and Significant. A smoother finish (e.g., Ra 0.4) requires slower processes, specialized tools, or secondary operations (like grinding), increasing cost. | Specify the maximum acceptable roughness (e.g., Ra 1.6 instead of Ra 0.8) if functionally possible. This allows the use of faster, more economical processes. |
| Deburring & Finishing Requirements | Noticeable Impact. Manual deburring is labor-intensive. Special finishes (e.g., anodizing, plating) add process steps and cost. | Specify “break all sharp edges” instead of a full polish unless needed. Consider if a machining finish (e.g., a nice milled texture) is sufficient. |
| Dimensional Tolerances | Exponential Impact. Tighter tolerances (e.g., ±0.001″ vs. ±0.010″) require more precise machines, slower operations, skilled labor, and rigorous inspection, drastically increasing cost. | Apply tight tolerances only to critical fit/function features. Use standard “block” tolerances for non-critical dimensions. |
| Geometric Complexity | High Impact. Deep pockets, thin walls, complex curves, and hard-to-reach features increase machining time, require special tools/fixtures, and may need multiple setups. | Simplify geometries where possible. Avoid sharp internal corners; specify a radius that matches standard cutter sizes. |
| Feature Accessibility | Major Impact. Features that require custom fixtures, angled heads, or repositioning of the part extend setup and cycle time. | Design features so they can be machined from a minimal number of angles/setups (preferably 3 axes for milling). |
— Consider the requirements of material, order quantity, and quality.
| Factor to Consider in Drawing Design | Impact on Product Cost | Practical Tip / Reason |
| Auswahl des Materials | Fundamental Impact. Exotic alloys (e.g., titanium, Inconel) are costlier per kg and harder to machine (slower speeds, higher tool wear). Standard grades (e.g., aluminum 6061, mild steel) are more economical. | Choose the material that meets functional requirements (strength, weight, corrosion resistance) without over-specifying. Consult with your machine shop. |
| Part Size vs. Raw Material Stock | Significant Impact. A part requiring a large block of material with high waste (“buy-to-fly” ratio) has high raw material cost. Uncommon stock sizes are also more expensive. | Design parts to fit within standard stock sizes (bar, plate, tube) to minimize waste and material cost. |
| Quantity / Volume | Dictates Process Economics. Low volumes favor processes with low setup cost (e.g., CNC milling). High volumes can justify high-cost tooling (e.g., stamping dies) for lower per-unit cost. | Clearly communicate projected volumes. A design optimized for metal prototype machining (low volume) may differ from one for mass production. |
| Standardization of Features | Cumulative Savings. Using standard drill sizes, thread types, and tool radii avoids the need for non-standard/custom tools. | Use common drill sizes and standard thread forms (UNC/UNF, Metric). Design internal radii to match standard end mill sizes. |
| Communication Clarity (Drawing Quality) | Indirect but Critical. Ambiguous drawings lead to requests for information (RFIs), potential errors, rework, and delays—all of which add cost. | Provide a fully defined 3D model (STEP file) und a clear 2D drawing with critical dimensions and notes. Indicate the part’s function to guide manufacturing advice. |
Summary of the Cost-Control Philosophy:
This table highlights that the most effective way to control metal machining cost is at the design stage. Every line on a drawing is a cost instruction. By designing with manufacturing realities in mind—specifying only the necessary precision, favoring simplicity, and selecting appropriate materials—engineers can directly and significantly reduce the final price of metal machining precision parts without compromising quality or function. Collaboration with your metal machining services provider during the design phase is the best investment for cost optimization.
Conclusion: Precision, Pragmatism, and Partnership
The journey from a concept to a box of perfectly machined parts is paved with technical and economic decisions. For instance, the $1 difference between a Ra 0.8 and a Ra 1.6 finish is a daily reminder that in metal machining services, every micron matters—both in performance and on the balance sheet.
However, understanding cost drivers is only the first step. Ultimately, by mastering the language of tolerances, strategically selecting processes like metal milling service or turning, leveraging metal prototype machining to de-risk designs, and understanding the true drivers of metal machining cost, you transform from a passive purchaser into an informed engineering partner. Furthermore, the goal is not simply to find the cheapest shop, but to collaboratively design and manufacture the most cost-effective, high-quality metal machining precision parts possible. As a result, you achieve a balance that benefits both quality and the budget.
In the end, remember: The most elegant design is the one that fulfills its function flawlessly, is reliably manufacturable, and achieves its target cost. Therefore, start a conversation with your machine shop today—not just with a drawing, but with your functional goals and budgetary realities. Consequently, the savings you uncover will be far greater than one dollar at a time.
Verwandte Artikel:
How Wire EDM Enables Unmatched Precision in Metal Component Manufacturing
CNC Project Material Selection Guide: Supply Risks and Procurement Strategies

